- The Origins of 3D Printing
- The Working Principle of 3D Printing
- Why is 3D printing so popular?
- How Does 3D Printing Work?
- What Are The Common 3D Printing Technologies?
- What are the defects of 3D printing and methods to avoid them?
- Post-Processing for 3D Printing
- What file formats are supported for 3D printing CAD files?
The Origins of 3D Printing
The initial contact might feel a bit confusing, but you must know that adding bricks layer by layer to build a building is quite similar to the principle behind 3D printing.
The origin of 3D printing can be traced back to the 1980s. In 1983, American engineer Charles Hull invented “stereolithography” (SLA), which is considered the first 3D printing technology. He used ultraviolet light to cure liquid photopolymer resin, solidifying it layer by layer to create a three-dimensional object. This is why he’s often referred to as the “father of 3D printing.”
The Working Principle of 3D Printing
3D printing, also known as additive manufacturing, is the opposite of subtractive manufacturing techniques like CNC machining. Its working principle involves breaking down a complex three-dimensional structure into countless two-dimensional planes, building it up layer by layer to turn a virtual model into a physical object. This overcomes the limitations of traditional subtractive methods (such as cutting) in terms of geometric shapes.
Stereolithography technology was initially used for rapid prototyping, and its key advantage lies in its ability to efficiently create physical prototypes of new parts and products.
Why is 3D printing so popular?
How Does 3D Printing Work?
What Are The Common 3D Printing Technologies?
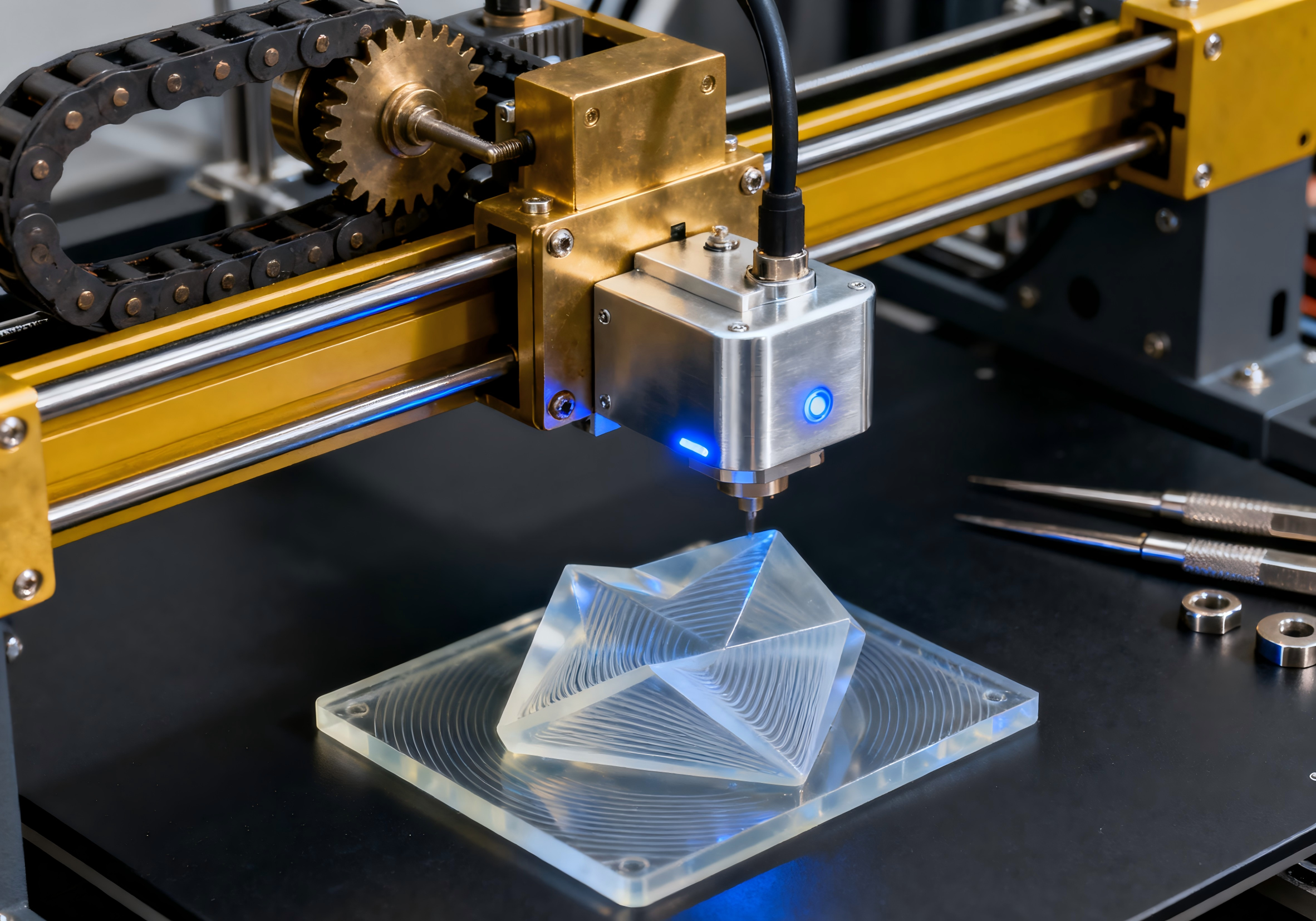
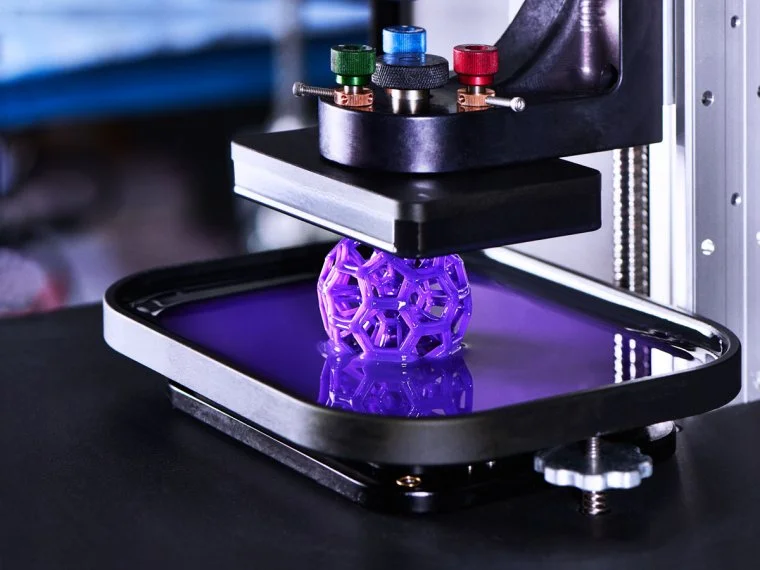
SLA (Stereolithography):
SLA is a 3D printing technology based on photopolymer resin curing. The principle involves using a UV laser to scan and cure the resin point by point in a liquid resin vat, forming a thin layer. After each layer is cured, the build platform lowers by one layer thickness, allowing fresh resin to cover the cured layer. The process repeats, curing the resin layer by layer to ultimately form a three-dimensional part. After the formation is complete, excess resin must be cleaned off, and secondary UV curing is performed to enhance the mechanical properties and stability of the part.
Advantages of SLA:
High precision, with errors controllable within ±0.1mm. Smooth and delicate surface finish, with high detail reproduction. A wide variety of photopolymer resins available to meet different needs,Relatively fast printing speed (especially for small-sized parts) and low cost.
Disadvantages of SLA:
Long-term stability is insufficient; parts exposed to sunlight or UV light for extended periods may experience aging, yellowing, and performance degradation. Low strength, limiting its suitability for functional testing.
Applications:
SLS (Selective Laser Sintering)

Infrared lasers or CO2 lasers are used to scan and sinter the powder bed layer by layer: First, the metal powder is uniformly heated to a temperature slightly below its melting point using a preheating system. Then, the laser beam scans according to the cross-sectional data of the 3D CAD model, causing the powder particles to fuse and form under the thermal influence. Un-sintered powder particles naturally form a support structure, preventing collapse in areas with overhangs. After sintering one layer, the build platform moves down 0.1-0.3mm along the Z-axis, and the powder spreading device evenly lays down a new layer of powder. This process is repeated until the entire part is formed.
Advantages of SLS:
Excellent mechanical properties.
Products are sturdy and durable.
Excellent corrosion resistance.
Disadvantages of SLS:
Printed parts may have a noticeable grainy texture on the surface.
Dimensional accuracy is lower than SLA.
Large parts may experience deformation issues.
Applications:
FDM (Fused Deposition Modeling)
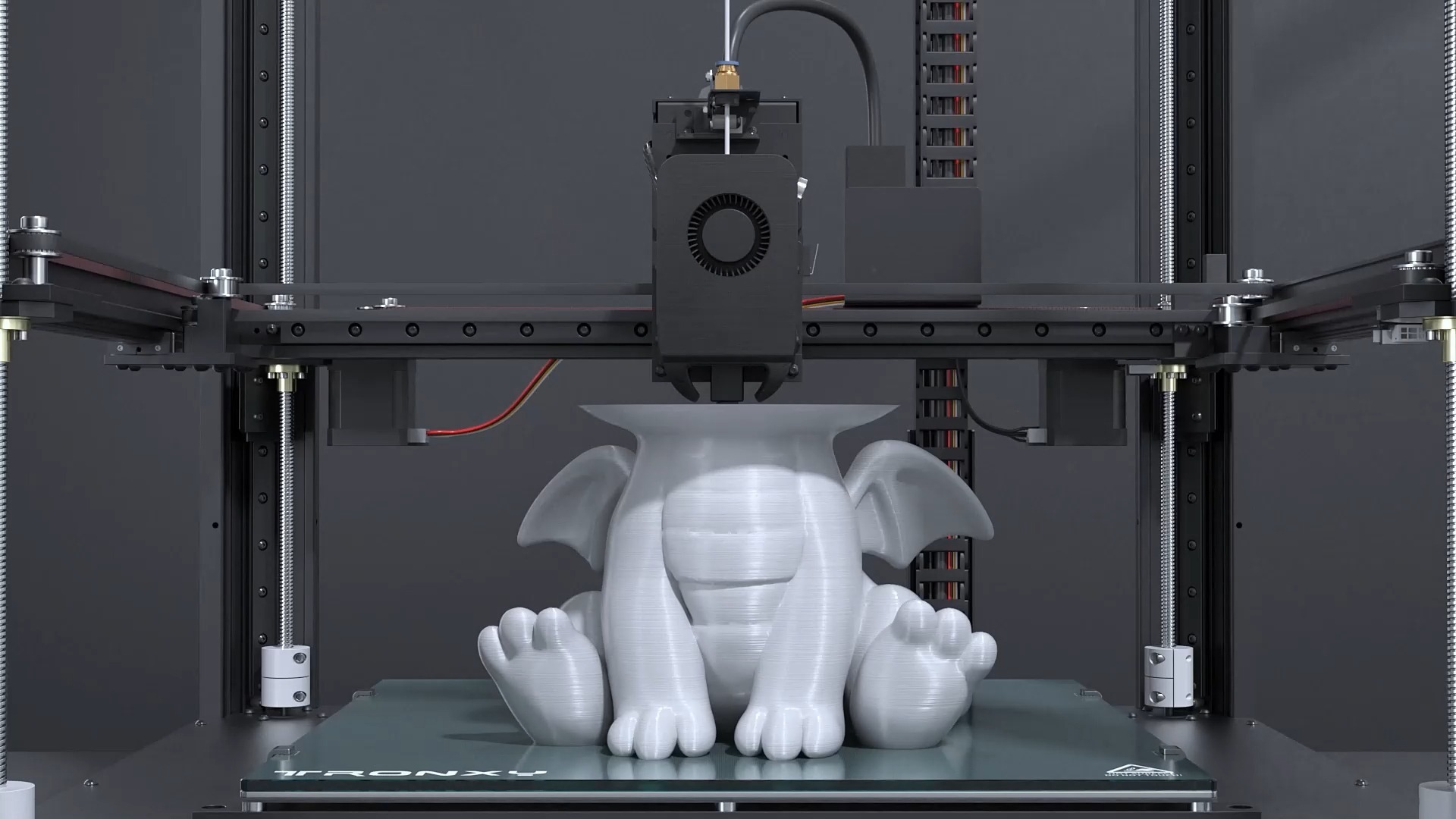
The filament material (wire) is fed into the nozzle through a feeding mechanism. An integrated heating device inside the nozzle melts the filament into a semi-liquid state. The nozzle moves along the sliced path on the print bed, extruding the molten material and depositing it in the specified locations. The material quickly cools and solidifies to form one layer of structure. After each layer is completed, the platform lowers (or the nozzle rises) by the thickness of one layer, and the extrusion and curing process is repeated until the part is fully formed.
Advantages of FDM:
Low equipment and material costs.
A wide variety of materials available, with high safety.
Offers a certain level of strength.
Disadvantages of FDM:
Lower precision, with noticeable layer lines and rough surface finish.
Limited suitability for functional testing.
Low strength in the Z-axis direction.
Applicable Scenarios for FDM:
Rapid prototyping to verify structure and assembly relationships.Suitable for functional parts that require chemical resistance or high-temperature resistance.
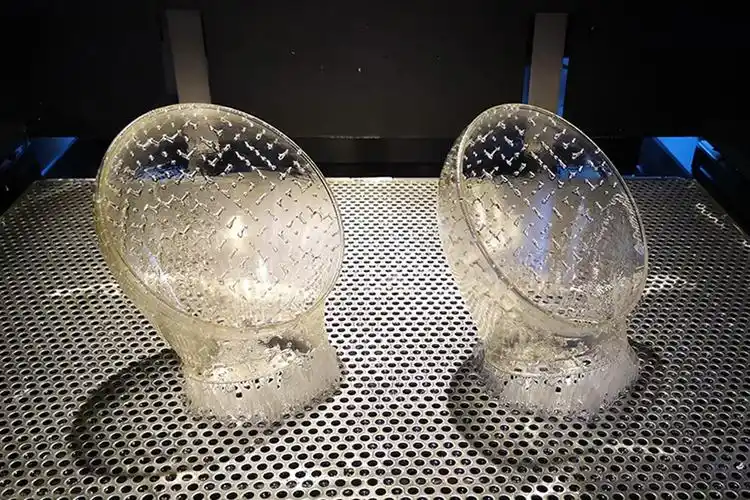
SLM(Selective Laser Melting)
Advantages of SLM:
High part density, approaching or even equivalent to forged material performance. Capable of producing parts with complex geometries.
Disadvantages of SLM:
Low efficiency, not suitable for mass production.
High cost.
Rough surface finish, usually requiring post-processing or surface treatment.
Applicable Scenarios for SLM:
Suitable for parts with complex structural shapes.
Suitable for high-strength, high-hardness, wear-resistant, and high-temperature functional metal parts.
One-piece formation reduces the need for metal components in assemblies.
MJF (Multi Jet Fusion)

The principle of MJF (Multi Jet Fusion) technology involves first laying a layer of polymer powder on the build platform. Then, a selective application of fusing agent and detailing agent is sprayed. Infrared light is used to rapidly melt and solidify the areas sprayed with the fusing agent, while the detailing agent controls the precision of the surrounding areas. After each layer is completed, the platform lowers by one layer thickness, and the process is repeated layer by layer until the complete 3D part is formed.
Advantages of MJF:
Suitable for manufacturing strong, durable, and heat-resistant functional parts.
Uniform mechanical properties across parts.
Cost-effective.
Disadvantages of MJF:
Very large parts are difficult to print directly.
Potential risk of deformation.
Applicable Scenarios for MJF:
Parts requiring high strength and toughness.
What are the defects of 3D printing and methods to avoid them?
When 3D printing parts, DFM (Design for Manufacturability) guidelines should be followed to avoid the following issues: Following DFM principles is key to avoiding problems with 3D printed parts. The following points should be considered during the design process:
Be cautious of warping and deformation issues
Deformation of 3D printed parts can be caused by various factors, such as material properties, printing environment, and part design. Effective methods to prevent warping include optimizing the print orientation, reducing overhangs, adding support structures, increasing wall thickness, and incorporating reinforcement ribs in large surface areas to prevent sagging.
Avoid large overhang structures
In 3D printing, large overhang structures can cause issues because they require support structures underneath. This not only increases print time and material consumption but can also lead to a decrease in surface quality at the bottom of the overhang.
Avoid thin-walled structures
Post-Processing for 3D Printing
| Surface Finish Options | |
|---|---|
| Natural | Achieve a clean look with supported surfaces professionally sanded to remove any visible support marks. |
| Standard | Get a smooth, uniform appearance with sanded support areas and fine media blasting across the entire part, while subtle layer lines remain for an authentic 3D-printed look. |
| Custom | Elevate your parts with premium finishing options, including soft-touch coatings, high-clarity finishing, professional painting, masking, precise color matching, decals/graphics, and textured surfaces tailored to your needs. |
| Clear Coat | Clear cosmetic finish that can be applied to ABS-Like Translucent/Clear and PC-Like Translucent/Clear materials. |
| Painting | After smoothing the part with sanding and polishing,parts can be painted with automotive-grade paint. Provide a pantone color with your quote request.We also offer soft-touch painting. |
| Dyeing | Dyeing is another method for adding color to 3D prints. This is faster option with alimited color selection, so is a more cost-effective choice than painting. |
| Decaling | Decaling can be used to add a logo or other graphics to boost cosmetics or function. |
| Polishing | We can polish parts to a miror-like finish.If this is a requirement,we ask that you provide either a drawing or image that indicates your finish expectations. |
| Heat Treatment | Harden and strengthen metal 3Dprints with multiple heat treatment options: NADCAP heat treatment, hot isostatic pressing (HIP), solution annealing,and aging. |
| Machining | Machine metal 3D prints to achieve exceptional surface finish quality or meet tight tolerances. |
Whether you’re creating prototypes or producing end-use parts, additive manufacturing (3D printing) offers significant advantages. We provide a wide range of materials and processes, enabling ultimate geometric flexibility and rapid iteration, so you can receive high-quality parts in just a few days. For any questions about quotes or design, our applications engineers are ready to provide expert guidance and support to ensure your project runs smoothly. We look forward to collaborating with you on your next project!
What file formats are supported for 3D printing CAD files?
Latest Post

Liquid Silicone Rubber Molding: Process, Benefits, Applications, and Design Considerations

What is a 5-axis machine? The differences from 3-axis machines and their applications.

What Is a Tack Weld? Definition, Purpose, and Applications

How to Remove Burrs from CNC Machined Parts: Common Deburring Methods Explained