MIG welding is characterized by high efficiency, a high degree of automation, and strong adaptability. It is commonly used for welding medium- to thick-section materials and is especially suitable for mass production. In contrast, TIG welding is known for its superior weld quality and precision, and is widely used in high-requirement precision welding. It is particularly well suited for thin sheet metal and applications with high aesthetic or appearance standards.
Understanding the differences between MIG and TIG welding helps in selecting the most appropriate process for specific welding requirements, thereby improving work efficiency and ensuring weld quality. This article introduces the differences between MIG and TIG welding, their advantages and disadvantages, typical application scenarios, and how to choose the right method.

What is MIG Welding?
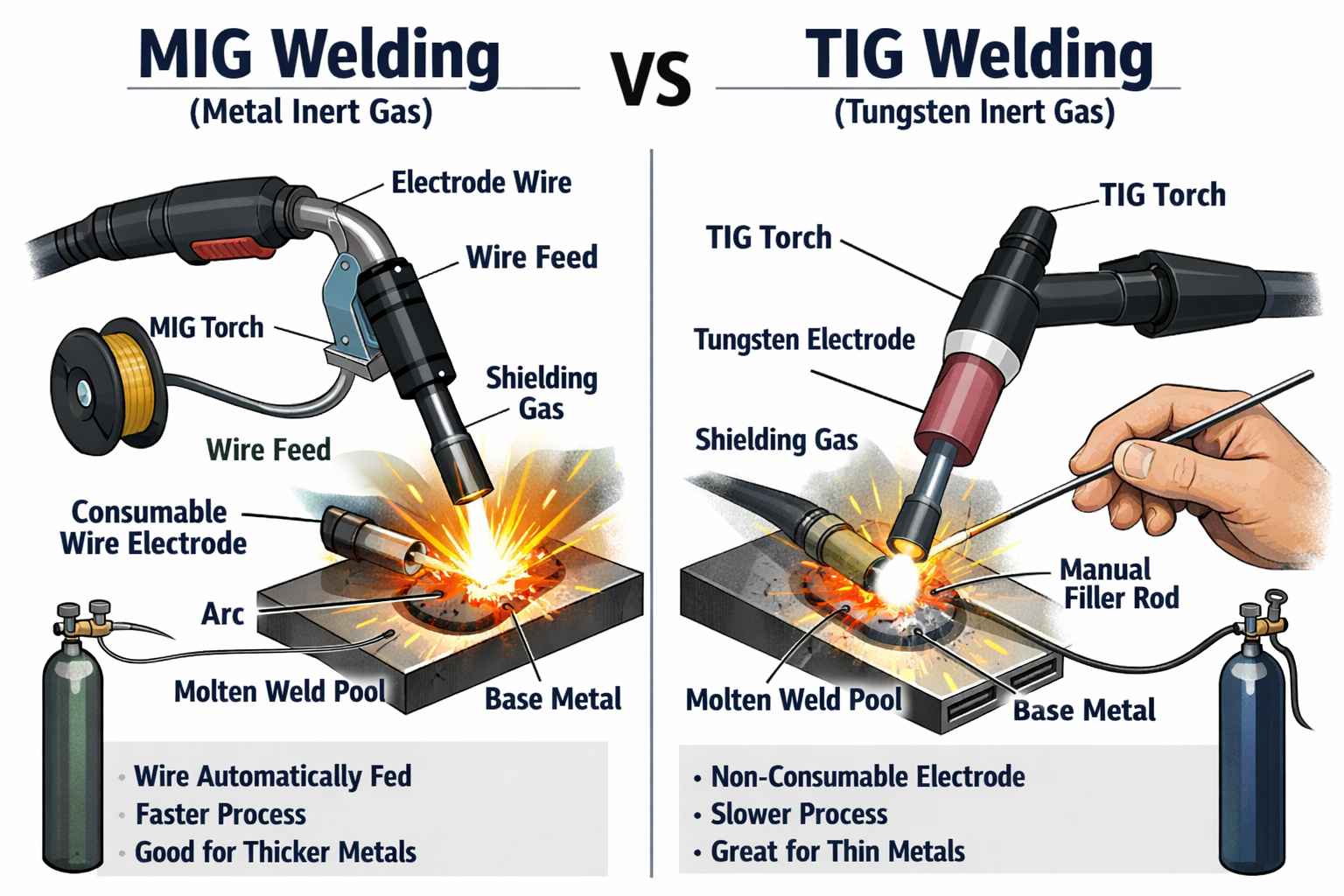
MIG welding uses an electric current to create an arc between a consumable metal wire electrode and the workpiece. The high temperature of the arc locally heats and melts the workpiece, while an inert shielding gas is used to protect the weld area and prevent oxidation, thereby forming a strong and durable weld joint.

What is TIG Welding?
TIG welding uses an electric current to create an arc between a non-consumable tungsten electrode and the workpiece. The high temperature of the arc locally heats and melts the workpiece, while an inert shielding gas is used to protect the weld area and prevent oxidation, thereby forming a strong and durable weld joint.
Difference between MIG welding and TIG welding
Although MIG welding and TIG welding are both arc welding processes, they differ in many aspects, including working principles, power source configuration, and filler wire usage. Below is a detailed comparison of the two methods in terms of power supply, welding wire, and other related factors:
Although MIG welding and TIG welding are both arc welding processes, they differ in many aspects, including working principles, power source configuration, and filler wire usage. Below is a detailed comparison of the two methods in terms of power supply, welding wire, and other related factors:
Power Source
MIG welding uses direct current (DC) or alternating current (AC), most commonly DC with electrode positive (DCEP). The power source must provide a stable current to ensure consistent wire feeding and adequate weld penetration.
TIG welding also uses DC or AC, typically with electrode negative (DCEN). The power source offers precise control to meet the requirements of high-precision welding.
Electrode
MIG welding uses a consumable metal wire electrode. The wire gradually melts under the high temperature of the arc and becomes part of the weld, with an automatic wire-feeding system providing a steady supply.
TIG welding uses a non-consumable tungsten electrode that does not melt and primarily serves to maintain a stable arc. The filler metal is supplied externally and added manually or automatically by the welder.
Shielding Gas
MIG welding uses gases such as argon, helium, or carbon dioxide as shielding gases to prevent oxygen and nitrogen from reacting with the molten metal. Argon–carbon dioxide gas mixtures are commonly used for welding carbon steel, while argon or helium is used for high-quality welding of stainless steel, aluminum, and similar materials.
TIG welding uses argon or helium as shielding gases. Argon is typically used for general welding, while helium is used for materials such as aluminum that require higher heat input. In addition, a higher gas flow rate is needed to ensure complete protection of the weld area.
Weld Quality and Precision
MIG welding is suitable for high-speed welding and provides stable weld quality, but it may produce more spatter and wider weld beads, making it ideal for large-area welding. The welding process is relatively less demanding, resulting in lower precision.
TIG welding offers superior weld quality with smooth and clean weld beads, making it well suited for precision welding. It produces minimal spatter and a refined weld surface. With precise control over the welding current, TIG welding achieves high accuracy and is ideal for detailed work and welding thin metals.
Welding Speed and Operational Difficulty
MIG welding features a relatively high welding speed, making it suitable for large-scale production and large-area welding. It is easier to operate, as the welder mainly needs to focus on the current level and wire feed speed, making it relatively easy to learn and master.
TIG welding has a slower welding speed and is better suited for applications requiring high precision and high quality. The operation is more complex, as the welder must manually supply the filler metal and precisely control the arc. This process demands a higher level of skill, resulting in a longer learning and practice period.
|
|
|
|
|---|---|---|
|
|
DC | DC/AC |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Advantages and Disadvantages of MIG Welding vs. TIG Welding
MIG welding and TIG welding are two commonly used arc welding techniques, each with distinct characteristics and application ranges. Their main advantages and disadvantages are outlined below.
Advantages of MIG Welding
High crack resistance: Faster welding speed, good fusion, and lower thermal stress enhance the crack resistance of welded joints.
High efficiency: With automatic wire feeding, MIG welding is well suited for continuous operation and can complete large-area welding in a relatively short time. It is especially suitable for high-productivity manufacturing, with productivity about 1–4 times higher than manual arc welding.
Wide range of applications: MIG welding can be used to weld various metals, including carbon steel, stainless steel, and aluminum alloys, meeting the needs of different industries and materials.
Maintenance cost: MIG welding equipment is relatively easy to maintain, typically involving regular inspection and replacement of components such as the welding torch and wire-feeding system, resulting in lower maintenance costs.
Disadvantages of MIG Welding
Lower weld quality: Although MIG welding is stable, its weld quality may be slightly inferior to that of TIG welding, with wider weld beads and more spatter, requiring additional post-weld finishing.
Lower precision: MIG welding is better suited for large-area welding. For tasks requiring high precision, such as small metal parts or precision structures, its accuracy is relatively limited.
High wire consumption: MIG welding requires continuous wire feeding, leading to higher filler wire consumption and increased consumable costs.
Higher environmental requirements: MIG welding is sensitive to environmental conditions. In windy outdoor environments, the shielding gas can be easily dispersed, which may negatively affect weld quality.
Advantages of TIG Welding
High weld quality: TIG welding provides exceptionally high-quality welds with smooth, fine weld beads and virtually no spatter, making it ideal for applications requiring high precision. The weld surface is smooth and uniform, often requiring little post-weld finishing.
High welding precision: TIG welding allows precise control of the arc, making it suitable for thin metals and complex structures. The relatively low heat input helps reduce the heat-affected zone and prevents excessive thermal damage to the workpiece.
Wide range of applicable materials: TIG welding is suitable for a variety of metals, including stainless steel, aluminum, titanium, and copper. It is especially well suited for high-specification materials, ensuring both the strength and appearance of the weld joint.
Excellent welding stability: By using a non-consumable tungsten electrode, TIG welding maintains a stable arc and delivers uniform heat input, effectively reducing welding defects such as cracks and porosity.
Excellent welding stability: By using a non-consumable tungsten electrode, TIG welding maintains a stable arc and delivers uniform heat input, effectively reducing welding defects such as cracks and porosity.
Disadvantages of TIG Welding
Slow welding speed: TIG welding is relatively slow, especially when welding thicker materials, and therefore requires more time. Compared with MIG welding, TIG welding is better suited for detailed work rather than large-scale, high-efficiency production.
Higher operating difficulty: TIG welding demands a higher level of skill. The welder must not only maintain stable arc control but also manually add filler metal, which increases operational complexity. As a result, TIG welding is more suitable for experienced welders.
Higher cost: TIG welding equipment is generally more complex and expensive. Tungsten electrodes, filler metals, and shielding gases (such as argon) require regular replacement, leading to higher material consumption and operating costs.
Limited suitability: Although TIG welding can be used on many materials, it is best suited for precision welding and thin metals. It is not ideal for large-area welding or thick metal plates, and its slower speed makes it unsuitable for mass production.
Applications of MIG and TIG Welding
MIG welding and TIG welding are two widely used welding technologies. Each has its own unique advantages and is suitable for different types of welding tasks and materials. Understanding the application areas of these two welding methods can help in selecting the most appropriate welding technology to meet the needs of various industries. Below are the application scenarios of MIG and TIG welding across different sectors.
MIG welding, with its high welding speed and ease of operation, is widely used in large-scale production and large-area welding tasks. In contrast, TIG welding, known for its high precision and superior weld quality, is commonly used in precision manufacturing and industries that require high strength and high durability.
Applications of MIG Welding
MIG welding is one of the most commonly used sheet metal welding processes in industries such as automotive, construction, home appliances, and industrial products. Below are some of its main applications:
Large-scale production and large-area welding:
MIG welding is an ideal choice for mass production due to its high welding speed and high level of automation. During the welding process, the filler wire is fed automatically, allowing a large volume of welding work to be completed efficiently. It is especially suitable for joining large metal components.
Welding various metal materials:
MIG welding is suitable for a wide range of metals, including carbon steel, stainless steel, and aluminum, and can flexibly meet different material welding requirements. Its good welding performance makes it effective when working with complex shapes and multiple types of metals.
Welding thick metals and heavy structures:
MIG welding is an ideal method for welding thicker metals. With its strong heat input, it can quickly melt thick materials and ensure strong weld joints. It is widely used in shipbuilding, construction, and heavy machinery welding.
Suitable for mass production and automation:
MIG welding supports highly efficient automated welding and is well suited for assembly-line production and repetitive welding tasks. Automated systems increase productivity, reduce manual intervention, and are ideal for high-volume manufacturing.
Easy operation:
MIG welding is simple to operate, with a relatively forgiving welding process and fewer technical skill requirements. Its ease of learning and use allows beginners to quickly master the technique and apply it to various welding tasks.
Applications of TIG Welding
Compared with MIG welding, TIG welding is suitable not only for manual welding but also for mechanized welding, making it particularly effective for welding pipes and pipe joints. It is especially well suited for precision welding of sheet metal components in the aerospace industry. Below are some of its main applications:
High-precision and high-quality welding:
TIG welding is ideal for applications with extremely high quality requirements, as it produces smooth and uniform welds. It is widely used in industries such as aerospace and medical equipment manufacturing. Thanks to its high precision, it is especially suitable for fine and detailed work.
Welding thin metals and precision structures:
TIG welding allows precise control of heat input, making it particularly suitable for welding thin metals and complex structures. It effectively prevents overheating and metal deformation and is well suited for precision welding of materials such as aluminum, titanium, and stainless steel.
Welding special materials:
TIG welding is suitable for materials with special requirements, such as titanium alloys, aluminum alloys, and nickel alloys. Due to its stable arc and high precision, TIG welding is the preferred choice for welding many high-strength alloys and corrosion-resistant materials.
Precision processes and high-end equipment manufacturing:
TIG welding is widely used in precision manufacturing and high-end equipment production, especially for equipment that requires a high level of control and superior weld quality, such as high-end tools, nuclear equipment, and high-precision machinery.
High technical requirements:
TIG welding requires a high level of skill, as the welder must precisely control both the arc and the filler metal. It is therefore best suited for experienced welders. Although the operation is more complex, it delivers unmatched weld quality and is ideal for demanding welding tasks.
Choosing MIG Welding or TIG Welding
Choosing between MIG welding and TIG welding depends on several factors. The comparison table below can help you make an informed decision:
|
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Safety
Whether using MIG welding or TIG welding, both involve high temperatures, high electrical currents, and the use of shielding gases, making operational safety critically important.
Electrical safety:
Inspect the equipment before welding to ensure that all electrical connections are secure and reliable. When working with high currents, wear insulated gloves to avoid direct contact with electrical current.
Gas safety:
Whether using argon or carbon dioxide for MIG welding, or argon and helium for TIG welding, ensure that the work area is well ventilated. Prevent gas leaks that could cause asphyxiation, especially in enclosed or poorly ventilated spaces. Gas cylinders should be stored in a dry, cool, and well-ventilated area, kept away from heat sources and open flames, and protected from impact and high-temperature exposure.
Personal protective equipment (PPE):
Both MIG and TIG welding generate welding fumes and radiation during operation. Welders should wear appropriate protective equipment, including a welding helmet to protect the eyes from arc light and ultraviolet radiation, an N95 respirator to prevent inhalation of harmful fumes, and heat-resistant, fire-resistant protective clothing and gloves to guard against thermal radiation, metal spatter, and other potential hazards.
Fire prevention:
Welding can produce sparks and spatter, so ensure that the welding area is free of flammable materials and equipped with suitable fire extinguishers. Special attention should be paid to fire risks during metal welding operations.
Ventilation and exhaust:
MIG and TIG welding both produce hazardous gases and welding fumes during operation. Adequate ventilation must be maintained in the work area, and exhaust systems should be used when necessary to prevent gas accumulation and ensure a safe working environment.
Conclusion
In sheet metal fabrication, MIG welding and TIG welding are two commonly used arc welding processes, each with its own unique advantages. In practical applications, the choice between MIG and TIG welding should be based on factors such as the welding material, quality requirements, production scale, and operating conditions, in order to achieve the best balance among efficiency, cost, and weld quality.
FAQ
What is the difference between MIG welding and TIG welding?
MIG welding uses a continuously fed metal wire as the electrode, offering high welding speed and relatively simple operation. TIG welding uses a non-consumable tungsten electrode, providing high precision and superior weld quality, but it requires a higher level of skill.
Can both MIG welding and TIG welding be used to weld aluminum?
Yes. TIG welding is better suited for thin aluminum parts and applications with high quality requirements, while MIG welding is more suitable for thicker aluminum materials and high-efficiency welding.
Is MIG welding or TIG welding better for stainless steel?
Both processes can be used to weld stainless steel. However, when high requirements for weld appearance, cleanliness, and overall quality are involved, TIG welding is usually preferred.
Is TIG welding more expensive than MIG welding?
Yes. TIG welding has a slower welding speed and higher labor requirements, so its labor and overall costs are typically higher than those of MIG welding.
Horizon Meets Your Welding Needs
Do you have challenges with projects involving MIG or TIG welding? Contact us and our team will provide the most suitable solutions for your project.
In addition, if you have welding requirements, Horizon is your ideal partner. We are a rapid manufacturing company specializing in sheet metal fabrication for batch production. We are committed to delivering high-quality products with short lead times and competitive pricing to help you meet your welding needs.
Latest Post

Liquid Silicone Rubber Molding: Process, Benefits, Applications, and Design Considerations

What is a 5-axis machine? The differences from 3-axis machines and their applications.

What Is a Tack Weld? Definition, Purpose, and Applications

How to Remove Burrs from CNC Machined Parts: Common Deburring Methods Explained