
Avoid High and Thin Wall Features
It is relatively simple to design high and thin wall features in CAD software, but it becomes quite challenging during CNC machining. CNC tools are typically made from high-hardness materials. Although the material of the tools is hard, they still experience slight bending under cutting forces, which in turn affects the material being cut (the bending direction is opposite to that of the tool’s bending).
When the wall features are high and thick, the resulting machined part often exhibits a thicker bottom wall than the top, and the surface may show wave-like patterns. This is caused by uneven cutting due to tool deflection. This phenomenon not only affects the quality of the part but also significantly impacts the product’s appearance and dimensional accuracy.
For high and thin wall features, the situation is even more severe. After machining, thin walls may bend or even break, especially if improper machining processes are used. Thin-walled parts require lower cutting speeds, precise process control, and have higher scrap rates, all of which increase manufacturing costs. As a result, the production cost of thin-walled parts is generally higher.
In contrast, thick-walled parts have greater stability during machining, which effectively reduces the risk of deformation. The machining process is also less prone to errors, leading to lower production costs and scrap rates. To keep processing costs low and improve machining quality, it is recommended to avoid excessively thin wall features in the design. Typically, metal parts should have a wall thickness greater than 0.8mm, while plastic parts should have a wall thickness greater than 1.5mm to ensure stability and accuracy during machining.
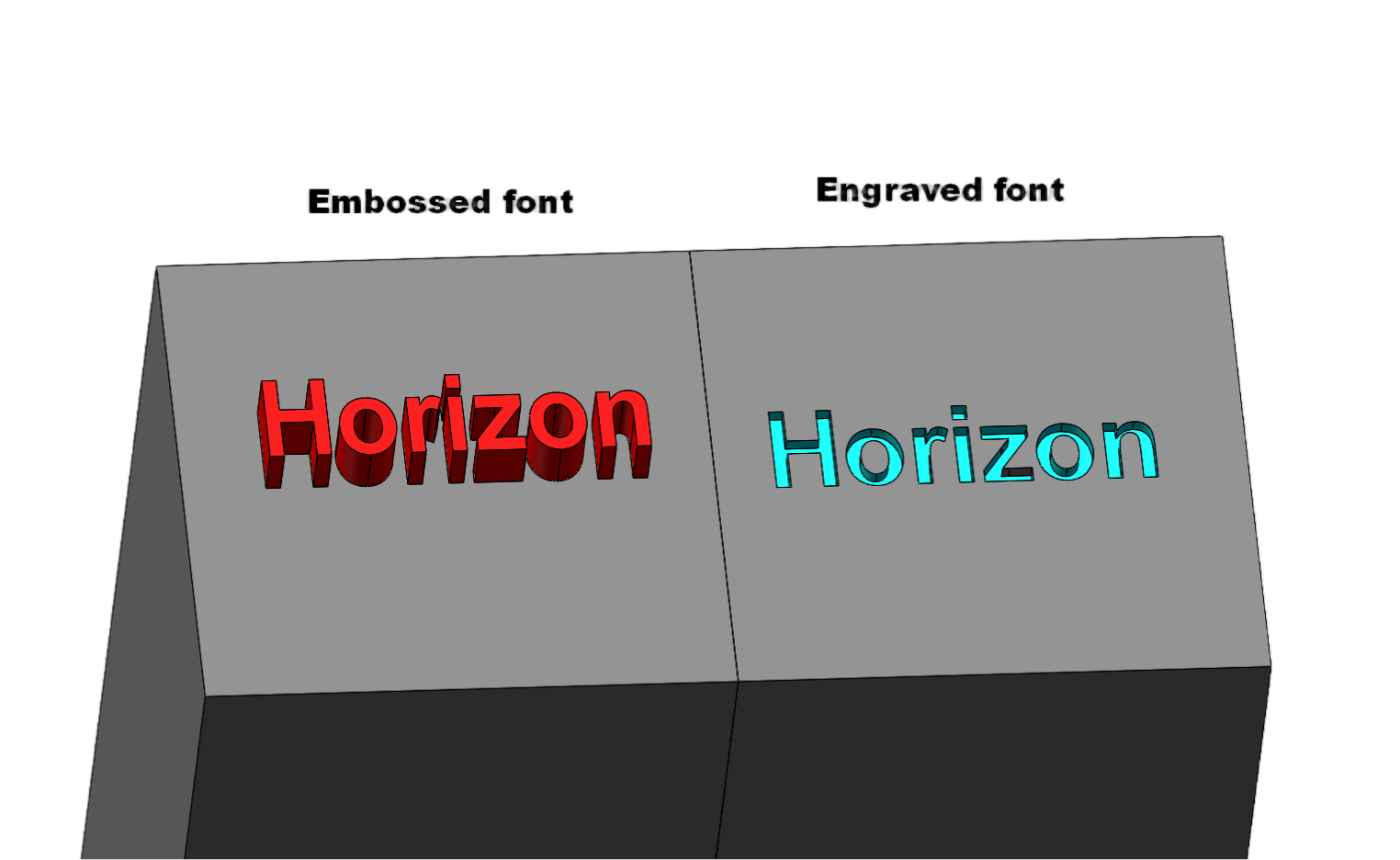
Avoid Small or Raised Text
If text is a necessary design feature, it is recommended to use recessed text. Laser engraving is an alternative solution to reduce costs. For font selection, we typically use Arial because of its simplicity and readability.
Avoid Potentially Unnecessary Small Grooves
During the part production process, we often encounter groove designs (such as internal right angles or small grooves) that are intended to reduce the part’s weight or provide assembly space for other components. However, for larger-sized tools, internal 90° right angles and small grooves may appear relatively large in size. Machining these features typically requires using multiple tool sizes, and the smaller the tool, the slower the machining speed, which leads to more time required and, consequently, increased costs.
To avoid this, it’s essential to first confirm whether these small groove features are truly necessary. If they are only intended to reduce the part’s weight, it may be worth reconsidering the design to avoid unnecessary material removal costs. By increasing the corner radius, we can use larger cutting tools, which shortens machining time and reduces costs.
Limit the depth of deep cavities
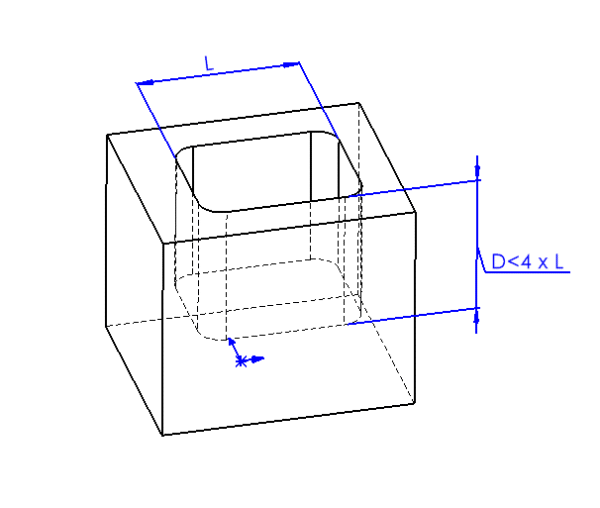
When the milling depth exceeds twice the diameter of the tool, the feed rate must be reduced, which increases machining time and part costs. For every additional doubling of the milling depth, the feed rate is halved, and the machining time increases by over 100%. Generally, the milling depth should not exceed four times the tool diameter. For example, a cavity that is 15mm wide should not be deeper than 60mm.
If deep cavities cannot be avoided, a solution is to gradually lower the end mill, removing material layer by layer. However, this process is also time-consuming. Additionally, when machining deep cavities, the tool must be tilted to the correct cutting depth, and a smooth entry requires sufficient space for the tool to operate effectively.
Radii design
In CNC machining, the internal corners of grooves are usually rounded, and the radius of the corner is determined by the diameter of the tool. When designing parts, replacing sharp internal corners with rounded corners greatly simplifies the machining process. The larger the radius of the corner, the larger the diameter of the tool that can be used, which allows for faster milling and, consequently, lower costs.
Hole Design
When drilling holes with a standard drill, the hole bottom will naturally be conical. For blind holes (holes that do not pass completely through the workpiece), the bottom will also be conical. If a flat-bottomed hole is required, an end mill must be used to ensure the bottom surface is flat.

Thread Design
When machining parts with threaded features, it is also necessary to provide 2D drawings. This is because thread information in 3D models is often incomplete—typically represented only as simplified geometry or annotations—making it difficult to accurately convey critical parameters such as thread specification, depth, and type. By clearly defining these details in 2D drawings, machining errors can be effectively avoided, ensuring assembly accuracy and machining quality of threaded parts.
Proper Use of Tolerances
CAD Software for CNC Milling Design
SOLIDWORKS
Fusion 360
Horizon CNC Milling Services
Latest Post

Liquid Silicone Rubber Molding: Process, Benefits, Applications, and Design Considerations

What is a 5-axis machine? The differences from 3-axis machines and their applications.

What Is a Tack Weld? Definition, Purpose, and Applications

How to Remove Burrs from CNC Machined Parts: Common Deburring Methods Explained