- Les origines de l’impression 3D
- Le principe de fonctionnement de l’impression 3D
- Pourquoi l’impression 3D est-elle si populaire?
- Comment fonctionne l’impression 3D ?
- Quelles sont les technologies d’impression 3D courantes?
- Quels sont les défauts de l’impression 3D et comment les éviter?
- Post-traitement de l’impression 3D
- Quels formats de fichiers sont pris en charge pour les fichiers CAO d’impression 3D?
Les origines de l’impression 3D
Le premier contact peut sembler un peu déroutant, mais il faut savoir que l’ajout de briques couche par couche pour construire un bâtiment est très similaire au principe qui sous-tend l’impression 3D.
L’origine de l’impression 3D remonte aux années 1980. En 1983, l’ingénieur américain Charles Hull a inventé la « stéréolithographie » (SLA), considérée comme la première technologie d’impression 3D. Il utilisait la lumière ultraviolette pour polymériser une résine photopolymère liquide, la solidifiant couche par couche afin de créer un objet tridimensionnel. C’est pour cette raison qu’il est souvent appelé le « père de l’impression 3D ».
Le principe de fonctionnement de l’impression 3D
L’impression 3D, également appelée fabrication additive, est à l’opposé des techniques de fabrication soustractive telles que l’usinage CNC. Son principe de fonctionnement consiste à décomposer une structure tridimensionnelle complexe en d’innombrables plans bidimensionnels, puis à la construire couche par couche afin de transformer un modèle virtuel en objet physique. Cette approche permet de surmonter les limites des méthodes soustractives traditionnelles (comme la découpe) en matière de formes géométriques.
La technologie de stéréolithographie a été initialement utilisée pour le prototypage rapide, et son principal avantage réside dans sa capacité à créer efficacement des prototypes physiques de nouvelles pièces et de nouveaux produits.
Pourquoi l’impression 3D est-elle si populaire?
Comment fonctionne l’impression 3D ?
Bien entendu, le processus d’impression 3D ne se limite pas à ces méthodes. Dans les chapitres suivants, nous proposerons une présentation détaillée des différentes techniques existantes.
Quelles sont les technologies d’impression 3D courantes?
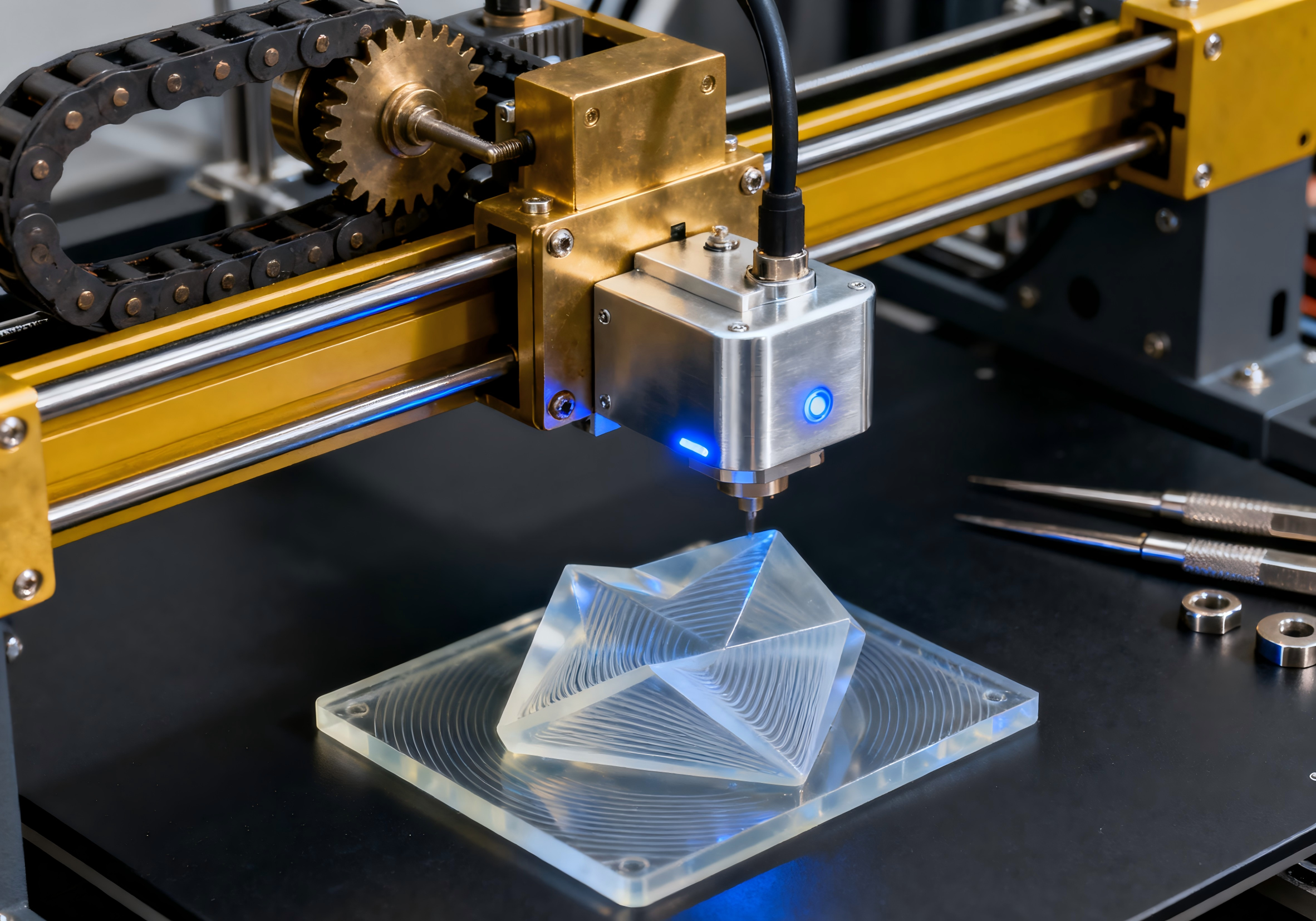
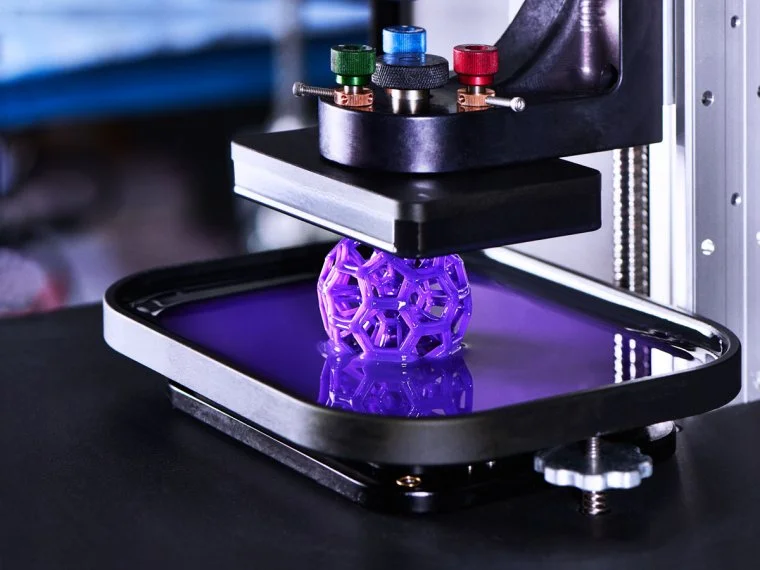
SLA (stéréolithographie) :
La SLA est une technologie d’impression 3D basée sur la polymérisation de résines photopolymères. Son principe consiste à utiliser un laser UV pour balayer et durcir la résine point par point dans un bac de résine liquide, formant ainsi une fine couche. Après la polymérisation de chaque couche, la plateforme de fabrication s’abaisse de l’épaisseur d’une couche, permettant à de la résine fraîche de recouvrir la couche solidifiée. Le processus se répète, la résine étant durcie couche par couche jusqu’à former une pièce tridimensionnelle. Une fois la fabrication terminée, l’excédent de résine doit être nettoyé et une polymérisation UV secondaire est effectuée afin d’améliorer les propriétés mécaniques et la stabilité de la pièce.
Avantages de la SLA :
Haute précision, avec des tolérances contrôlables jusqu’à ±0,1 mm.
Finition de surface lisse et fine, avec une reproduction des détails très élevée.
Large choix de résines photopolymères disponibles pour répondre à différents besoins.
Vitesse d’impression relativement rapide (en particulier pour les pièces de petite taille) et coût réduit.
Inconvénients de la SLA :
La stabilité à long terme est insuffisante : les pièces exposées à la lumière du soleil ou aux rayons UV pendant de longues périodes peuvent subir un vieillissement, un jaunissement et une dégradation des performances.
Résistance mécanique limitée, ce qui restreint son aptitude aux essais fonctionnels.
Applications:
Finition de surface lisse et fine.
Petites pièces avec une reproduction des détails élevée.
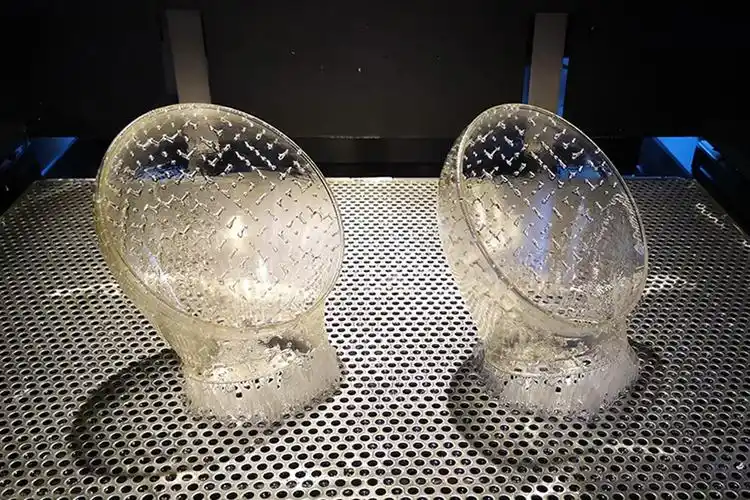
SLS (frittage sélectif par laser)

Des lasers infrarouges ou des lasers CO₂ sont utilisés pour balayer et fritter le lit de poudre couche par couche. Tout d’abord, la poudre métallique est chauffée de manière uniforme à une température légèrement inférieure à son point de fusion à l’aide d’un système de préchauffage. Ensuite, le faisceau laser balaie la surface selon les données de section du modèle CAO 3D, ce qui provoque la fusion et l’agglomération des particules de poudre sous l’effet de la chaleur. Les particules de poudre non frittées forment naturellement une structure de support, empêchant l’affaissement des zones en surplomb. Après le frittage d’une couche, la plateforme de fabrication descend de 0,1 à 0,3 mm le long de l’axe Z, et le dispositif de dépôt de poudre étale uniformément une nouvelle couche de poudre. Ce processus se répète jusqu’à la formation complète de la pièce.
Avantages du SLS:
Excellentes propriétés mécaniques.
Les produits sont robustes et durables.
Excellente résistance à la corrosion.
Inconvénients du SLS:
Les pièces imprimées peuvent présenter une texture granuleuse perceptible en surface.
La précision dimensionnelle est inférieure à celle de la SLA.
Les pièces de grande taille peuvent présenter des problèmes de déformation.
Applications:
Peut être utilisé pour fabriquer des pièces complexes, légères et à haute résistance.
FDM (modélisation par dépôt de fil fondu)
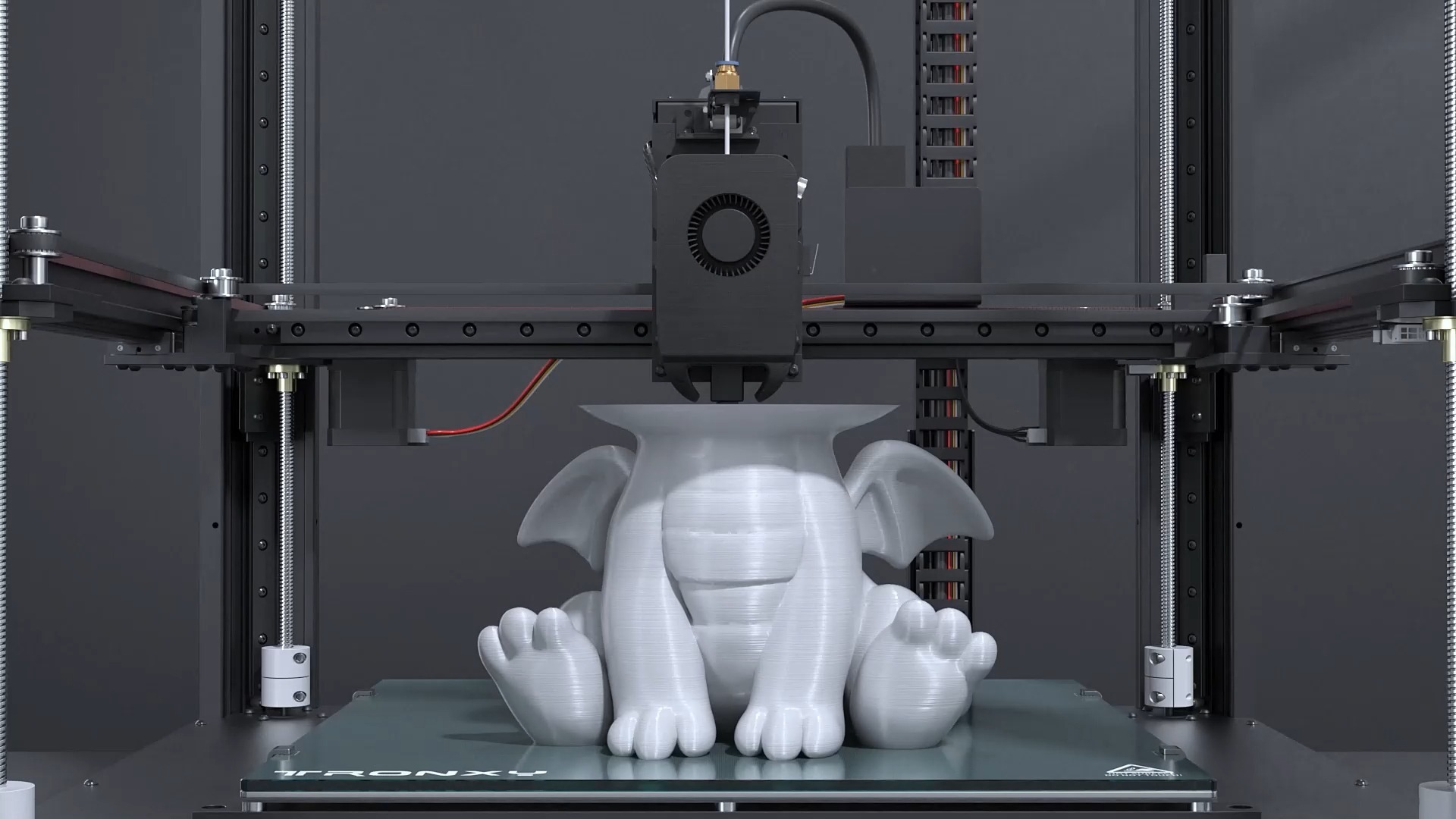
Le matériau sous forme de filament (fil) est introduit dans la buse par un mécanisme d’alimentation. Un dispositif de chauffage intégré à l’intérieur de la buse fait fondre le filament jusqu’à un état semi-liquide. La buse se déplace le long du trajet découpé sur le plateau d’impression, extrudant le matériau fondu et le déposant aux emplacements définis. Le matériau refroidit et se solidifie rapidement pour former une couche de structure. Après l’achèvement de chaque couche, le plateau s’abaisse (ou la buse s’élève) de l’épaisseur d’une couche, et le processus d’extrusion et de solidification est répété jusqu’à ce que la pièce soit entièrement formée.
Avantages du FDM:
Coûts d’équipement et de matériaux faibles.
Large choix de matériaux disponibles, avec un niveau de sécurité élevé.
Offre un certain niveau de résistance mécanique.
Inconvénients du FDM :
Précision inférieure, avec des lignes de couche visibles et une finition de surface rugueuse.
Aptitude limitée aux essais fonctionnels.
Faible résistance mécanique dans la direction de l’axe Z.
Scénarios d’application du FDM:
Prototypage rapide pour vérifier la structure et les relations d’assemblage.
Adapté aux pièces fonctionnelles nécessitant une résistance chimique ou une résistance aux hautes températures.
SLM (fusion sélective par laser)
Avantages du SLM:
Haute densité des pièces, se rapprochant voire égalant les performances des matériaux forgés.
Capable de produire des pièces aux géométries complexes.
Inconvénients du SLM:
Faible efficacité, ce qui le rend inadapté à la production de masse.
Coût élevé.
Finition de surface rugueuse, nécessitant généralement un post-traitement ou un traitement de surface.
Scénarios d’application du SLM:
Adapté aux pièces présentant des formes structurelles complexes.
Convient aux pièces métalliques fonctionnelles à haute résistance, grande dureté, résistance à l’usure et aux hautes températures.
La fabrication en une seule pièce réduit le besoin d’assemblages de composants métalliques.
MJF (fusion multi-jet)

Le principe de la technologie MJF (Multi Jet Fusion) consiste d’abord à déposer une couche de poudre polymère sur la plateforme de fabrication. Ensuite, des agents de fusion et de détail sont appliqués de manière sélective par pulvérisation. Une lumière infrarouge est utilisée pour fondre et solidifier rapidement les zones traitées avec l’agent de fusion, tandis que l’agent de détail contrôle la précision des zones environnantes. Après l’achèvement de chaque couche, la plateforme s’abaisse de l’épaisseur d’une couche et le processus est répété couche par couche jusqu’à la formation complète de la pièce 3D.
Avantages du MJF:
Adapté à la fabrication de pièces fonctionnelles robustes, durables et résistantes à la chaleur.
Propriétés mécaniques uniformes sur l’ensemble des pièces.
Rentable.
Inconvénients du MJF:
Les pièces de très grande taille sont difficiles à imprimer directement.
Risque potentiel de déformation.
Scénarios d’application du MJF:
Pièces nécessitant une résistance et une ténacité élevées.
Quels sont les défauts de l’impression 3D et comment les éviter?
Lors de l’impression 3D de pièces, il convient de respecter les principes de DFM (Design for Manufacturability – conception pour la fabricabilité) afin d’éviter les problèmes suivants. L’application des règles de DFM est essentielle pour prévenir les défauts des pièces imprimées en 3D. Les points suivants doivent être pris en compte au cours du processus de conception:
Faire attention aux problèmes de gauchissement et de déformation
La déformation des pièces imprimées en 3D peut être causée par divers facteurs, tels que les propriétés des matériaux, l’environnement d’impression et la conception des pièces. Les méthodes efficaces pour prévenir le gauchissement comprennent l’optimisation de l’orientation d’impression, la réduction des surplombs, l’ajout de structures de support, l’augmentation de l’épaisseur des parois et l’intégration de nervures de renfort sur les grandes surfaces afin d’éviter l’affaissement.
Éviter les structures en surplomb de grande taille
En impression 3D, les grandes structures en surplomb peuvent poser problème, car elles nécessitent des structures de support en dessous. Cela augmente non seulement le temps d’impression et la consommation de matériau, mais peut également entraîner une diminution de la qualité de surface sous le surplomb.
Éviter les structures à parois minces
Post-traitement de l’impression 3D
| Options de finition de surface | |
|---|---|
| Natural | Obtenez un aspect propre grâce à des surfaces supportées poncées de manière professionnelle afin d’éliminer toute marque de support visible. |
| Standard | Obtenez une apparence lisse et uniforme grâce au ponçage des zones de support et à un microbillage fin sur l’ensemble de la pièce, tout en conservant de légères lignes de couche pour un rendu authentique d’impression 3D. |
| Personnalisé | Valorisez vos pièces avec des options de finition haut de gamme, notamment des revêtements soft-touch, des finitions haute transparence, une peinture professionnelle, du masquage, une correspondance précise des couleurs, des décalcomanies/graphismes et des surfaces texturées adaptées à vos besoins. |
| Vernis transparent | Finition cosmétique transparente pouvant être appliquée sur des matériaux de type ABS translucide/transparent et PC translucide/transparent. |
| Peinture | Après le lissage de la pièce par ponçage et polissage, les pièces peuvent être peintes avec une peinture de qualité automobile. Veuillez fournir une couleur Pantone lors de votre demande de devis. Nous proposons également une peinture soft-touch. |
| Teinture | La teinture est une autre méthode pour ajouter de la couleur aux impressions 3D. Il s’agit d’une option plus rapide avec une sélection de couleurs limitée, ce qui en fait un choix plus économique que la peinture. |
| Décalcomanie | La pose de décalcomanies permet d’ajouter un logo ou d’autres éléments graphiques afin d’améliorer l’esthétique ou la fonctionnalité. |
| Polissage | Nous pouvons polir les pièces jusqu’à obtenir une finition effet miroir. Si cela est requis, nous vous demandons de fournir un plan ou une image indiquant vos attentes en matière de finition. |
| Traitement thermique | Durcir et renforcer les impressions 3D métalliques grâce à plusieurs options de traitement thermique : traitement thermique NADCAP, pressage isostatique à chaud (HIP), mise en solution et vieillissement. |
| Usinage | Usiner les impressions 3D métalliques afin d’obtenir une qualité de finition de surface exceptionnelle ou de respecter des tolérances serrées. |
Que vous réalisiez des prototypes ou des pièces finales destinées à l’utilisation, la fabrication additive (impression 3D) offre des avantages considérables. Nous proposons une large gamme de matériaux et de procédés, offrant une flexibilité géométrique maximale et une itération rapide, afin que vous puissiez recevoir des pièces de haute qualité en seulement quelques jours. Pour toute question concernant les devis ou la conception, nos ingénieurs d’application sont prêts à vous apporter des conseils et un accompagnement experts afin d’assurer le bon déroulement de votre projet. Nous serons ravis de collaborer avec vous sur votre prochain projet !
Quels formats de fichiers sont pris en charge pour les fichiers CAO d’impression 3D?
Formats de fichiers pris en charge : .stl, .stp/.step, .sldprt, .igs/.iges.
Latest Post

Pourquoi la fabrication rapide surpasse la fabrication conventionnelle?

Histoire de l’usinage CNC : origines et développement de la commande numérique par ordinateur

Découpe laser de tôle : principes, applications, normes industrielles et intégration avec l’usinage CNC

Pourquoi le traitement de surface est essentiel dans la fabrication métallique