- Los orígenes de la impresión 3D
- El principio de funcionamiento de la impresión 3D
- ¿Por qué es tan popular la impresión 3D?
- ¿Cómo funciona la impresión 3D?
- ¿Cuáles son las tecnologías de impresión 3D más comunes?
- ¿Cuáles son los defectos de la impresión 3D y los métodos para evitarlos?
- Post-procesamiento para impresión 3D
- ¿Qué formatos de archivo son compatibles para archivos CAD de impresión 3D?
Los orígenes de la impresión 3D
El primer contacto puede resultar un poco confuso, pero debes saber que añadir ladrillos capa por capa para construir un edificio es muy similar al principio que hay detrás de la impresión 3D.
El origen de la impresión 3D se remonta a la década de 1980. En 1983, el ingeniero estadounidense Charles Hull inventó la “estereolitografía” (SLA), considerada la primera tecnología de impresión 3D. Utilizó luz ultravioleta para curar resina fotopolimérica líquida, solidificándola capa por capa para crear un objeto tridimensional. Por esta razón, a menudo se le conoce como el “padre de la impresión 3D”.
El principio de funcionamiento de la impresión 3D
La impresión 3D, también conocida como fabricación aditiva, es lo opuesto a las técnicas de fabricación sustractiva como el mecanizado CNC. Su principio de funcionamiento consiste en descomponer una estructura tridimensional compleja en innumerables planos bidimensionales y construirla capa por capa para transformar un modelo virtual en un objeto físico. Esto supera las limitaciones de los métodos sustractivos tradicionales (como el corte) en lo que respecta a las formas geométricas.
La tecnología de estereolitografía se utilizó inicialmente para la creación rápida de prototipos, y su principal ventaja radica en su capacidad para crear de manera eficiente prototipos físicos de nuevas piezas y productos.
¿Por qué es tan popular la impresión 3D?
¿Cómo funciona la impresión 3D?
Por supuesto, el proceso de impresión 3D va más allá de estos métodos. En los capítulos siguientes, ofreceremos una introducción detallada a diversas técnicas diferentes.
¿Cuáles son las tecnologías de impresión 3D más comunes?
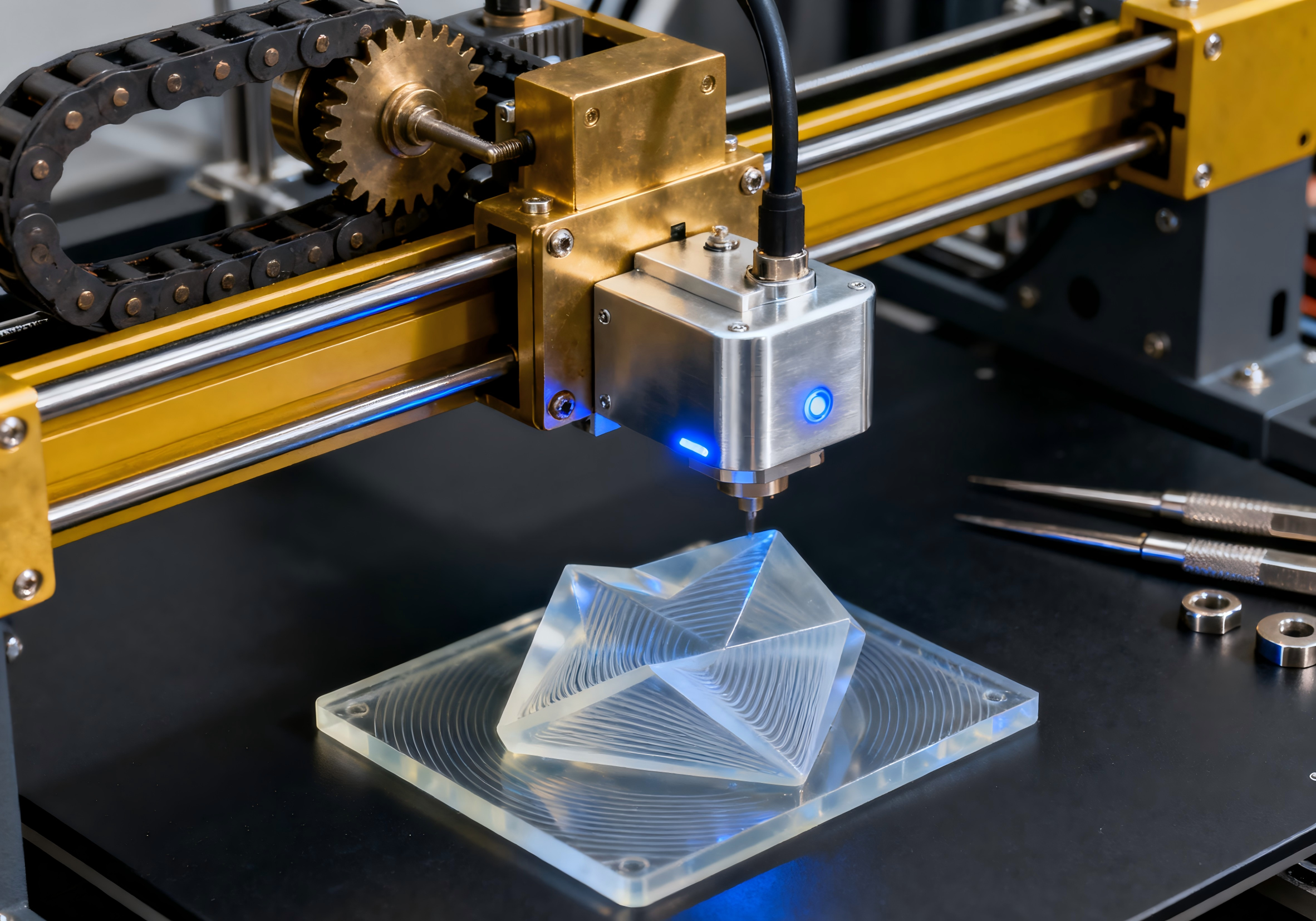
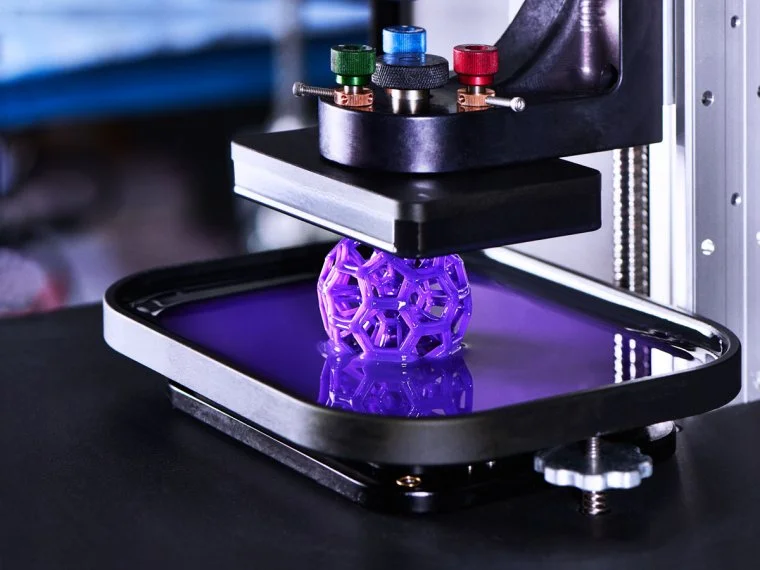
SLA (Estereolitografía):
La SLA es una tecnología de impresión 3D basada en el curado de resina fotopolimérica. Su principio consiste en utilizar un láser UV para escanear y curar la resina punto por punto dentro de un tanque de resina líquida, formando una capa delgada. Después de que cada capa se cura, la plataforma de construcción desciende el espesor de una capa, permitiendo que la resina fresca cubra la capa ya curada. Este proceso se repite, curando la resina capa por capa hasta formar finalmente una pieza tridimensional. Una vez completada la fabricación, se debe limpiar el exceso de resina y realizar un curado UV secundario para mejorar las propiedades mecánicas y la estabilidad de la pieza.
Ventajas de la SLA:
Alta precisión, con errores controlables dentro de ±0,1 mm. Superficie lisa y delicada, con una alta reproducción de detalles. Amplia variedad de resinas fotopoliméricas disponibles para satisfacer diferentes necesidades. Velocidad de impresión relativamente rápida (especialmente para piezas de pequeño tamaño) y bajo costo.
Desventajas de la SLA:
La estabilidad a largo plazo es insuficiente; las piezas expuestas a la luz solar o a la radiación UV durante períodos prolongados pueden presentar envejecimiento, amarilleamiento y degradación del rendimiento. Baja resistencia, lo que limita su idoneidad para pruebas funcionales.
Aplicaciones:
Requisitos estrictos de tolerancia. Superficie lisa y fina. Piezas pequeñas con alta reproducción de detalles.
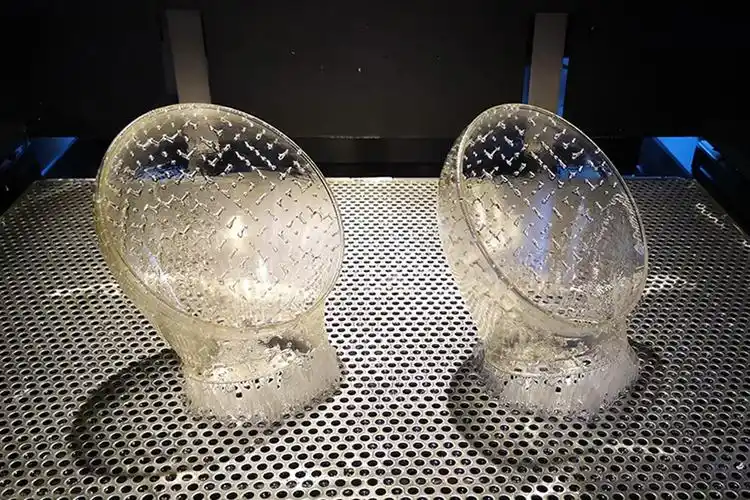
SLS (Sinterizado Selectivo por Láser)

Los láseres infrarrojos o los láseres de CO₂ se utilizan para escanear y sinterizar el lecho de polvo capa por capa: primero, el polvo metálico se calienta de manera uniforme hasta una temperatura ligeramente inferior a su punto de fusión mediante un sistema de precalentamiento. Luego, el haz láser escanea según los datos de las secciones transversales del modelo CAD 3D, haciendo que las partículas de polvo se fusionen y se formen bajo la influencia térmica. Las partículas de polvo no sinterizadas forman de manera natural una estructura de soporte, evitando el colapso en las zonas con voladizos. Después de sinterizar una capa, la plataforma de construcción desciende entre 0,1 y 0,3 mm a lo largo del eje Z, y el dispositivo de distribución de polvo deposita de forma uniforme una nueva capa de polvo. Este proceso se repite hasta que la pieza completa queda formada.
Ventajas del SLS:
Excelentes propiedades mecánicas.
Los productos son robustos y duraderos.
Excelente resistencia a la corrosión.
Desventajas del SLS:
Las piezas impresas pueden presentar una textura superficial notablemente granulada.
La precisión dimensional es inferior a la de la SLA.
Las piezas de gran tamaño pueden presentar problemas de deformación.
Aplicaciones:
FDM (Modelado por Deposición Fundida)
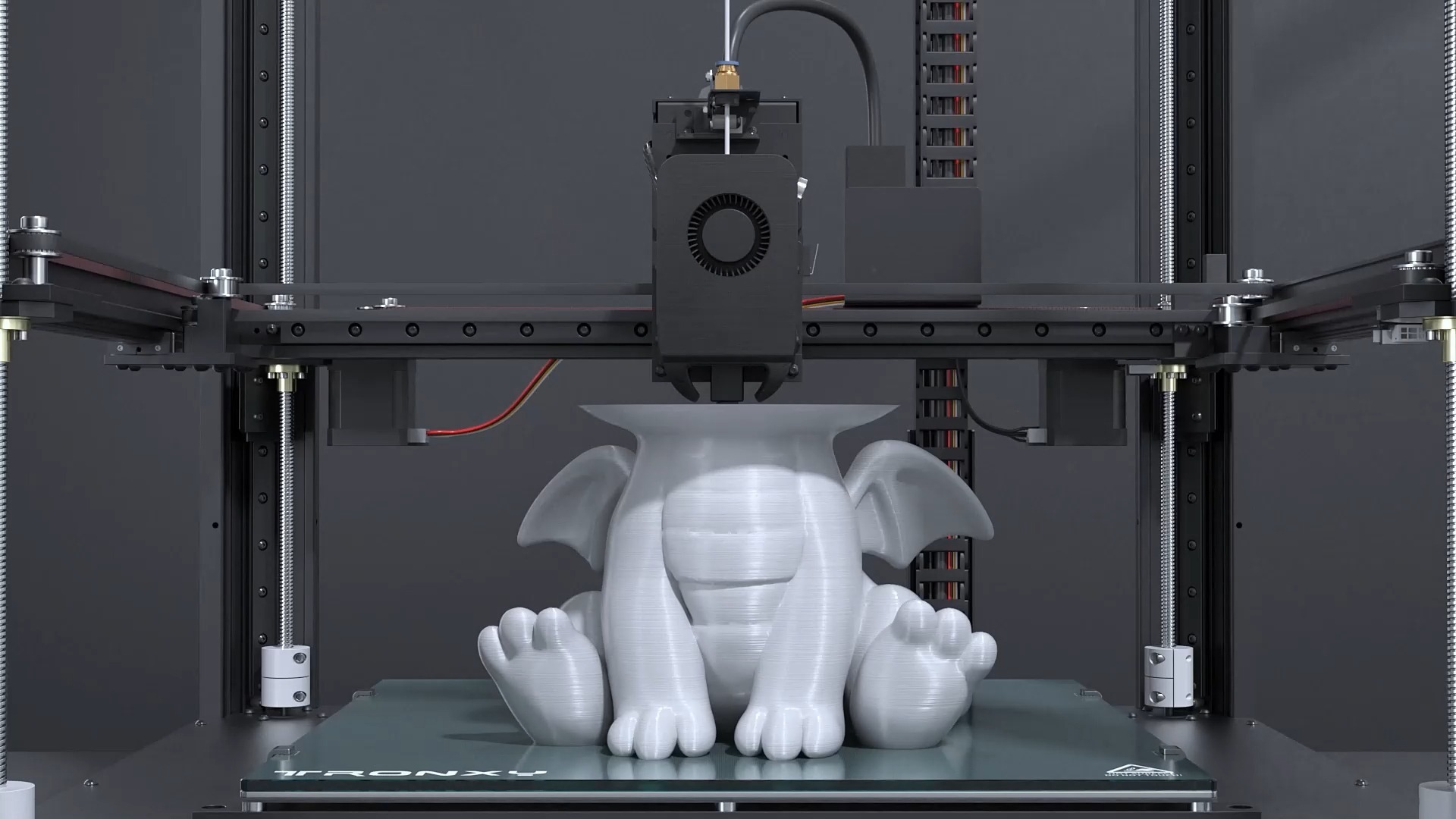
El material en filamento (hilo) se introduce en la boquilla mediante un mecanismo de alimentación. Un dispositivo de calentamiento integrado dentro de la boquilla funde el filamento hasta un estado semilíquido. La boquilla se desplaza a lo largo de la trayectoria generada por el laminado sobre la cama de impresión, extruyendo el material fundido y depositándolo en las posiciones especificadas. El material se enfría y solidifica rápidamente para formar una capa de la estructura. Tras completarse cada capa, la plataforma desciende (o la boquilla asciende) el espesor de una capa, y el proceso de extrusión y solidificación se repite hasta que la pieza queda completamente formada.
Ventajas del FDM:
Bajos costos de equipo y materiales.
Amplia variedad de materiales disponibles, con alta seguridad.
Ofrece un cierto nivel de resistencia.
Desventajas del FDM:
Menor precisión, con líneas de capa visibles y un acabado superficial rugoso.
Idoneidad limitada para pruebas funcionales.
Baja resistencia en la dirección del eje Z.
Escenarios aplicables para FDM:
Prototipado rápido para verificar la estructura y las relaciones de ensamblaje.
Adecuado para piezas funcionales que requieren resistencia química o resistencia a altas temperaturas.
SLM (Fusión Selectiva por Láser)
Ventajas del SLM:
Alta densidad de las piezas, cercana o incluso equivalente al rendimiento de los materiales forjados.
Capaz de producir piezas con geometrías complejas.
Desventajas del SLM:
Baja eficiencia, no adecuado para la producción en masa.
Alto costo.
Acabado superficial rugoso, que normalmente requiere posprocesamiento o tratamiento de superficie.
Escenarios aplicables para SLM:
Adecuado para piezas con formas estructurales complejas.
Adecuado para piezas metálicas funcionales de alta resistencia, alta dureza, resistencia al desgaste y a altas temperaturas.
La fabricación en una sola pieza reduce la necesidad de componentes metálicos en los ensamblajes.
MJF (Fusión por Inyección Múltiple)

El principio de la tecnología MJF (Multi Jet Fusion) consiste en depositar primero una capa de polvo polimérico sobre la plataforma de fabricación. Luego, se aplican de forma selectiva un agente de fusión y un agente de detallado mediante pulverización. La luz infrarroja se utiliza para fundir y solidificar rápidamente las zonas rociadas con el agente de fusión, mientras que el agente de detallado controla la precisión de las áreas circundantes. Tras completarse cada capa, la plataforma desciende el espesor de una capa y el proceso se repite capa por capa hasta que se forma la pieza 3D completa.
Ventajas del MJF:
Adecuado para la fabricación de piezas funcionales resistentes, duraderas y resistentes al calor.
Propiedades mecánicas uniformes en todas las piezas.
Rentable en términos de costo.
Desventajas del MJF:
Las piezas de gran tamaño son difíciles de imprimir directamente.
Riesgo potencial de deformación.
Escenarios aplicables para MJF:
Piezas que requieren alta resistencia y tenacidad.
¿Cuáles son los defectos de la impresión 3D y los métodos para evitarlos?
Al imprimir piezas en 3D, se deben seguir las directrices de DFM (Diseño para la Fabricación) para evitar los siguientes problemas: seguir los principios de DFM es clave para prevenir inconvenientes en las piezas impresas en 3D. Durante el proceso de diseño se deben tener en cuenta los siguientes puntos:
Tener cuidado con los problemas de alabeo y deformación
La deformación de las piezas impresas en 3D puede ser causada por diversos factores, como las propiedades del material, el entorno de impresión y el diseño de la pieza. Los métodos eficaces para prevenir el alabeo incluyen optimizar la orientación de impresión, reducir los voladizos, añadir estructuras de soporte, aumentar el grosor de las paredes e incorporar nervaduras de refuerzo en áreas de gran superficie para evitar el hundimiento.
Evitar estructuras con grandes voladizos
En la impresión 3D, las estructuras con grandes voladizos pueden causar problemas porque requieren estructuras de soporte debajo. Esto no solo aumenta el tiempo de impresión y el consumo de material, sino que también puede provocar una disminución en la calidad de la superficie en la parte inferior del voladizo.
Evitar estructuras de paredes delgadas.
Post-procesamiento para impresión 3D
| Opciones de Acabado Superficial | |
|---|---|
| Natural | Logra un aspecto limpio con superficies soportadas profesionalmente lijadas para eliminar cualquier marca visible de soporte. |
| Estándar | Obtén una apariencia uniforme y suave con áreas de soporte lijadas y un suave pulido en toda la pieza, mientras que las líneas sutiles de la capa permanecen para un aspecto auténtico de impresión 3D. |
| Personalizado | Eleva tus piezas con opciones de acabado de alta calidad, que incluyen acabados de claridad, pintura profesional, enmascarado, coincidencia precisa de colores, calcomanías/gráficos y superficies texturizadas adaptadas a tus necesidades. |
| Capa Transparente | Acabado cosmético claro que se puede aplicar a materiales como ABS translúcido/claro y PC como translúcido/claro. |
| Pintura | Después de suavizar la pieza con lijado y pulido, las piezas se pueden pintar con pintura de grado automotriz. Proporciona un color pantone con tu solicitud de presupuesto. También ofrecemos pintura con toque suave. |
| Tinción | La tinción es otro método para agregar color a las impresiones 3D. Es una opción más rápida con una selección limitada de colores, por lo que es una opción más rentable que la pintura. |
| Calcomanías | Las calcomanías pueden usarse para agregar un logotipo u otros gráficos que mejoren la estética o funcionalidad. |
| Pulido | Podemos pulir las piezas hasta un acabado similar al de un espejo. Si esto es un requisito, te pedimos que proporciones un dibujo o imagen que indique tus expectativas de acabado. |
| Tratamiento Térmico | Endurece y fortalece las impresiones 3D de metal con múltiples opciones de tratamiento térmico: tratamiento térmico NADCAP, prensado isostático en caliente (HIP), recocido en solución y envejecimiento. |
| Mecanizado | Mecaniza las impresiones 3D de metal para lograr un acabado de superficie excepcional o cumplir con tolerancias ajustadas. |
Tanto si estás creando prototipos como produciendo piezas de uso final, la fabricación aditiva (impresión 3D) ofrece ventajas significativas. Ofrecemos una amplia gama de materiales y procesos, lo que permite la máxima flexibilidad geométrica y una iteración rápida, para que puedas recibir piezas de alta calidad en tan solo unos días. Para cualquier consulta sobre presupuestos o diseño, nuestros ingenieros de aplicaciones están listos para brindarte asesoramiento y soporte experto, garantizando que tu proyecto se desarrolle sin contratiempos. ¡Esperamos colaborar contigo en tu próximo proyecto!
¿Qué formatos de archivo son compatibles para archivos CAD de impresión 3D?
Formatos de archivo (.stl, .stp/.step, .sldprt, .igs/.iges)
Latest Post

¿Por qué la fabricación rápida supera a la fabricación convencional?

Historia del mecanizado CNC: los orígenes y desarrollo del control numérico por computadora

Corte láser de chapa metálica: principios, aplicaciones, normas industriales e integración con el mecanizado CNC

Por qué el tratamiento de superficies es esencial en la fabricación de metales