De l’assemblage d’un vélo composé de dizaines de composants à la construction d’une automobile réunissant des centaines de milliers de pièces, comment tous ces éléments sont-ils solidement assemblés ? Les filetages jouent un rôle essentiel : ils constituent un mode d’assemblage indispensable en conception mécanique.
Qu’il s’agisse de pièces en plastique, de composants en tôle ou d’éléments usinés avec précision par CNC, les filetages permettent de réunir facilement plusieurs pièces en un ensemble cohérent. Des filetages correctement conçus rendent les équipements durables et fiables, tandis que des filetages mal conçus peuvent entraîner un desserrage ou des dommages.
Dans les sections suivantes, nous vous guiderons à travers les principes fondamentaux des filetages, les types de filetages courants, la méthode de choix de la taille de filetage appropriée ainsi que les techniques de réalisation des filetages, afin de vous aider à travailler plus efficacement en conception et en fabrication mécaniques.
Qu’est-ce qu’un filetage ?
Les filetages peuvent supporter des efforts de traction, de compression et de torsion, et, grâce au réglage du couple de serrage, ils contribuent à garantir la stabilité des structures mécaniques.
En conception mécanique, il est essentiel de comprendre la définition et la fonction des filetages. Grâce à la pente hélicoïdale du filetage, le mouvement de rotation est transformé en une force de serrage linéaire, permettant aux vis, écrous ou autres éléments de fixation de maintenir solidement les composants en place. Cette conception garantit des liaisons fiables ainsi qu’une transmission efficace des efforts.

Comment distinguer les filetages ?
Il est facile de distinguer les filetages internes des filetages externes : par exemple, les filetages d’une vis sont des filetages externes typiques, tandis que ceux à l’intérieur d’un écrou sont des filetages internes.
En termes simples, les filetages usinés sur la surface extérieure d’une pièce sont appelés filetages externes, tandis que ceux usinés sur la surface intérieure sont appelés filetages internes.
Outre les filetages internes et externes, il existe de nombreux autres types de filetages, tels que les filetages trapézoïdaux, les filetages de tuyauterie, les filetages grossiers et les filetages fins. Nous vous présenterons ensuite un aperçu détaillé des classifications et des caractéristiques des filetages.
Les méthodes courantes de distinction des filetages se répartissent principalement dans les catégories suivantes :
1. Classification selon la norme de filetage:
- Filetage métrique ISO (M), par exemple M10×1,5
- Filetage unifié (UNC / UNF), par exemple 1/4-20 UNC ou 1/4-28 UNF
- Filetage de tuyauterie britannique (BSPP / BSPT), par exemple G1/2 BSPP ou R1/2 BSPT
- Filetage de tuyauterie américain (NPT / NPTF), par exemple 1/2 NPT ou 1/2 NPTF
- Filetage Whitworth britannique (BSW), par exemple 1/4 BSW
2. Classification selon le profil du filetage (forme de la section transversale):
-
Filetage triangulaire: la section du filetage est un triangle équilatéral ou quasi équilatéral, avec un angle de flanc de 60° ou 55°
-
Filetage trapézoïdal: la section du filetage est un trapèze isocèle, avec un angle de flanc de 30°
-
Filetage à dents de scie: la section du filetage présente un flanc incliné et un flanc presque vertical (forme de dent de scie), avec des angles de flanc typiquement de 3° et 30°, formant un profil asymétrique
-
Filetage carré: la section du filetage est carrée, avec un angle de flanc de 90°
3. Classification selon le pas et l’espacement du filetage:
-
Filetage grossier: par rapport aux filetages fins, les filetages grossiers ont un pas plus grand et un nombre de filets par unité de longueur plus faible, par exemple 1/4-20 UNC (UNC indique un filetage grossier).
-
Filetage fin: par rapport aux filetages grossiers, les filetages fins ont un pas plus petit et un nombre de filets par unité de longueur plus élevé, par exemple 1/4-28 UNF (UNF indique un filetage fin).
4. Classification selon le sens du filetage:
-
Filetage à droite: vu dans l’axe de la vis, une rotation dans le sens des aiguilles d’une montre fait avancer la vis.
-
Filetage à gauche: vu dans l’axe de la vis, une rotation dans le sens inverse des aiguilles d’une montre fait avancer la vis.
En outre, les filetages peuvent également être classés en filetages à un départ, à deux départs et à départs multiples. Plus le nombre de départs est élevé, plus la translation axiale par tour (avance) de la vis est importante, et moins de tours sont nécessaires, ce qui permet un assemblage plus rapide.
À l’inverse, lorsque le nombre de départs est plus faible, le déplacement axial par tour est réduit, ce qui nécessite davantage de rotations et entraîne un assemblage plus lent.
Quels paramètres géométriques interviennent dans les filetages ?

- Fond (du filet): le point le plus bas de la rainure du filetage.
-
Sommet (du filet): le point le plus haut de la dent du filetage.
-
Pas: la distance axiale entre des points correspondants de deux profils de filetage adjacents.
-
Angle de filetage: l’angle formé entre les flancs du filetage.
-
Diamètre intérieur (diamètre mineur): le diamètre mesuré au fond des rainures du filetage.
-
Diamètre sur flancs (diamètre primitif): le diamètre pour lequel la largeur de la crête du filet est égale à la largeur de la rainure. Il s’agit de la dimension la plus importante pour le contrôle de l’ajustement du filetage.
-
Diamètre extérieur (diamètre majeur): le diamètre mesuré au niveau des sommets des filets.
Comment les filetages sont-ils fabriqués ?
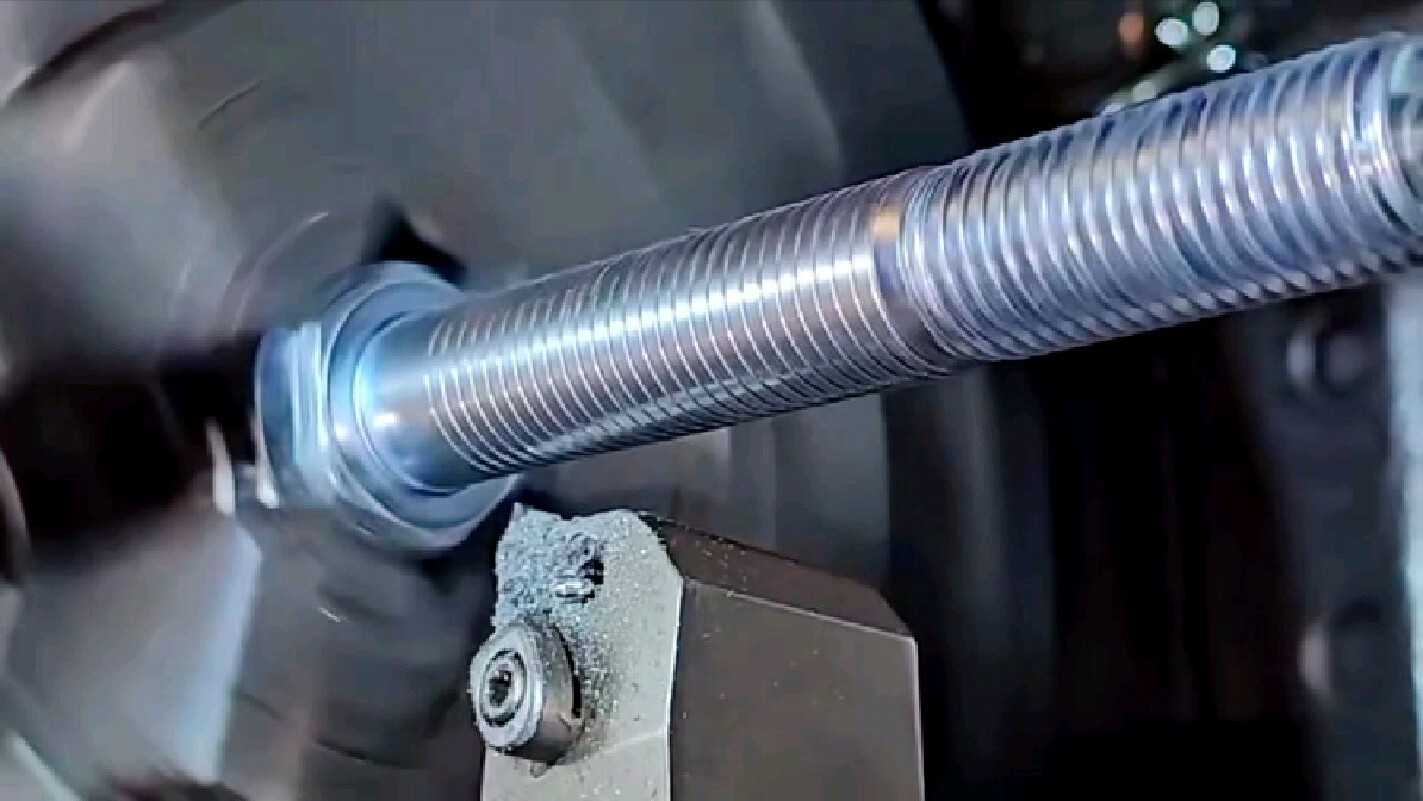
- Usinage par enlèvement de matière – le matériau est retiré afin de former le profil de filetage souhaité.
- Mise en forme plastique – comme l’extrusion ou le roulage, où les filetages sont directement formés par déformation plastique du matériau.
Comparativement aux filetages externes, l’usinage des filetages internes offre davantage d’options d’outillage. Par exemple, il est possible d’utiliser un taraud pour un filetage direct, ou bien une fraise à fileter spécifique pour le fraisage des filetages.
- Limiter la profondeur effective du filetage conformément aux exigences de conception
- Prévoir une gorge de dégagement à l’extrémité du filetage (en particulier pour les trous filetés de grand diamètre)
Conseils de conception
Sauf raison impérieuse, il est toujours préférable d’utiliser des séries de filetages courantes (telles que UN ou M) et des dimensions standard. Si nécessaire, adaptez légèrement la conception afin de correspondre à un filetage standard — cette approche est généralement plus avantageuse que d’imposer des dimensions non standard.
Dans les conceptions de trous borgnes, la profondeur effective du filetage est toujours inférieure à la profondeur totale du trou. Il est donc essentiel d’indiquer clairement la profondeur exacte du filetage dans les modèles CAO et les plans techniques.
La profondeur de filetage est limitée par le diamètre, le matériau et les capacités de l’outillage. Des filetages excessivement profonds peuvent réduire la résistance de la pièce ou s’avérer difficiles, voire impossibles, à fabriquer.
4.Exploiter les outils CAD/CAM
Les logiciels modernes de CAD/CAM offrent souvent des fonctionnalités de conception et de simulation des filetages, permettant d’optimiser les conceptions et de réduire les risques de fabrication.
Latest Post

Pourquoi la fabrication rapide surpasse la fabrication conventionnelle?

Histoire de l’usinage CNC : origines et développement de la commande numérique par ordinateur

Découpe laser de tôle : principes, applications, normes industrielles et intégration avec l’usinage CNC

Pourquoi le traitement de surface est essentiel dans la fabrication métallique