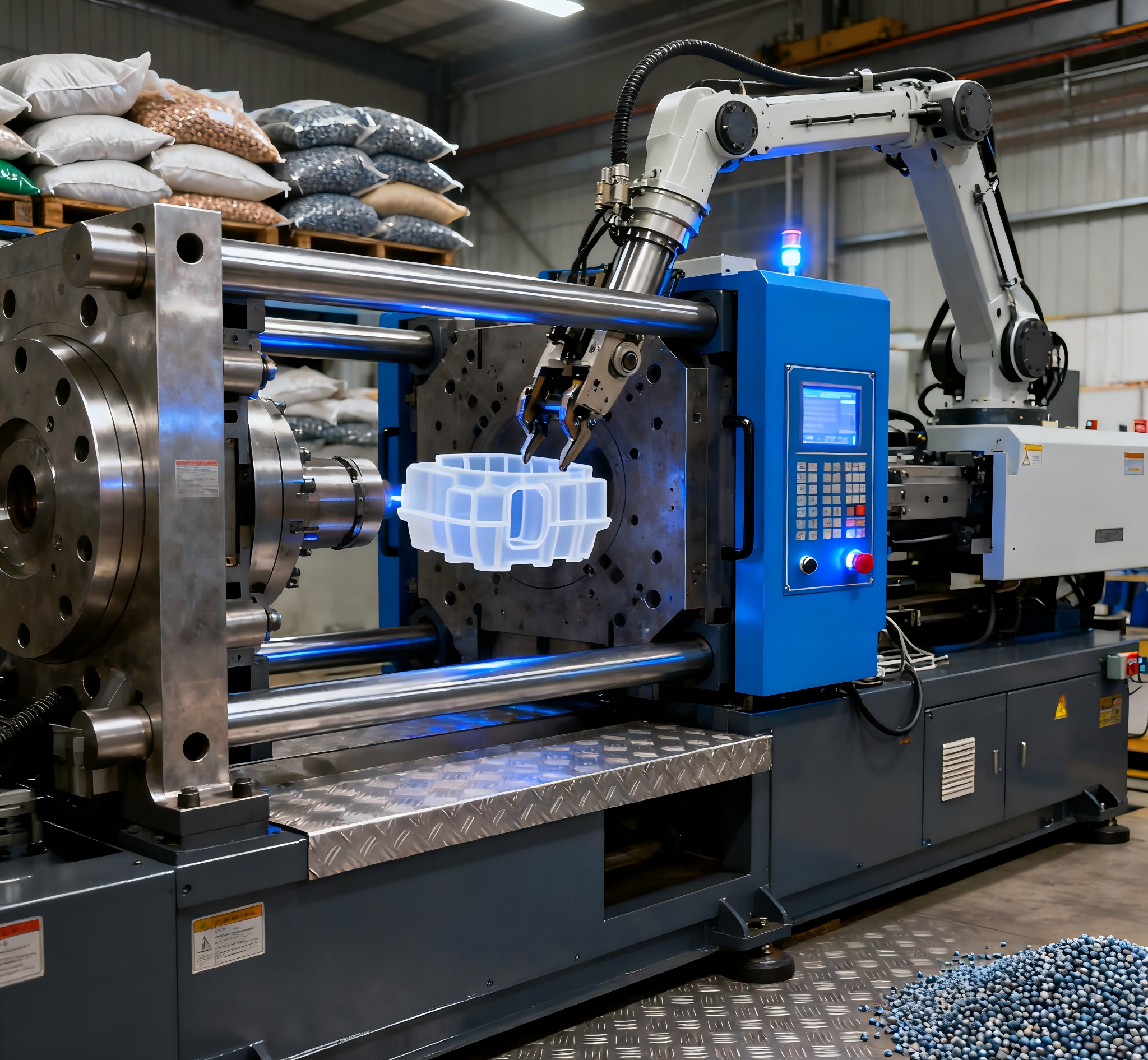
Pourquoi le moulage par injection est important
Le moulage par injection est l’un des procédés les plus importants et les plus largement utilisés dans la fabrication moderne. Des coques de smartphones que nous tenons chaque jour aux tableaux de bord de nos voitures, d’innombrables produits sont fabriqués grâce à ce procédé extrêmement efficace. Selon les statistiques du secteur, plus de 80 % des pièces en plastique utilisées dans les applications quotidiennes sont produites par moulage par injection.
Sélection des matériaux
- ABS (Acrylonitrile Butadiène Styrène) : Résistant et résistant aux chocs, largement utilisé dans l’électronique grand public.
- PP (Polypropylène) : Léger, flexible et doté d’une excellente résistance chimique ; très utilisé dans l’emballage et les pièces automobiles.
- PC (Polycarbonate) : Extrêmement robuste et résistant à la chaleur, idéal pour les lentilles et les équipements de sécurité.
- POM (Acétal) : Faible coefficient de frottement et grande stabilité dimensionnelle, adapté aux engrenages et aux pièces mobiles.
- TPU (Polyuréthane thermoplastique) : Flexible et durable, utilisé pour les joints, les garnitures d’étanchéité et les coques de protection.
- LSR (Silicone liquide) : Flexible, résistant à la chaleur et biocompatible, souvent utilisé dans les dispositifs médicaux.
- Propriétés mécaniques : résistance à la traction, résistance aux chocs, flexibilité.
- Propriétés thermiques : température de fléchissement sous charge, point de fusion.
- Résistance chimique : aptitude à résister aux environnements contenant des huiles, des acides ou des agents de nettoyage.
- Coût et disponibilité : trouver un équilibre entre performances et budget.
- Recyclabilité et durabilité : conformité aux réglementations environnementales et aux attentes des clients.
Conception du moule
- Moules à une empreinte : produisent une seule pièce par cycle, adaptés aux prototypes ou aux petites séries.
- Moules multi-empreintes : produisent plusieurs pièces identiques par cycle, augmentant l’efficacité pour la production de masse.
- Moules familiaux : différentes pièces sont moulées ensemble en un seul cycle, utiles pour les ensembles ou assemblages.
- Moules à insert et surmoulage : permettent d’intégrer des pièces métalliques ou des matériaux secondaires dans les pièces en plastique.
- Plans de joint et angles de dépouille: assurent une éjection facile sans endommager les surfaces.
- Canaux de refroidissement: réduisent les temps de cycle et limitent les déformations.
- Conception des points d’injection: détermine la manière dont le plastique pénètre dans la cavité du moule et influence la qualité de surface.
- Évents: permettent à l’air emprisonné de s’échapper, évitant les brûlures et les vides.
Matériaux de moules: l’acier à outils P20, l’acier trempé H3 et l’acier inoxydable S136 sont des choix courants, en fonction du volume de production et des exigences des pièces.
Conseils: Un moule de tableau de bord automobile utilise souvent une conception multi-empreintes avec des systèmes de refroidissement complexes afin d’assurer un retrait uniforme et une efficacité optimale du cycle.
Injection
- Plastification: Les granulés de plastique sont chauffés et fondus à l’intérieur du cylindre.
- Injection: Le plastique fondu est poussé dans la cavité du moule.
- Maintien / Compactage: Une pression supplémentaire garantit le remplissage complet de la cavité et compense le retrait du matériau.
- Pression d’injection: Doit être suffisamment élevée pour remplir complètement le moule.
- Vitesse d’injection: Contrôle l’état de surface ; trop rapide, elle peut provoquer des bavures, trop lente, des manques de matière.
- Température de fusion: Les différents plastiques nécessitent des plages de chauffage spécifiques.
- Temps de maintien: Influence la stabilité dimensionnelle.
Conseils: Pour un boîtier d’ordinateur portable, une vitesse d’injection constante est essentielle afin d’éviter les retassures sur les surfaces visibles.
Refroidissement
Après l’injection, le plastique fondu doit refroidir et se solidifier à l’intérieur du moule. Le refroidissement est l’une des étapes les plus longues du cycle et influence directement le temps de cycle ainsi que la qualité des pièces.
- Canaux de refroidissement: Un positionnement approprié garantit un refroidissement uniforme.
- Méthodes de refroidissement: Les circuits d’eau sont les plus courants, tandis que l’huile est utilisée pour les plastiques à haute température.
- Temps de cycle: Un refroidissement plus rapide augmente la productivité, mais peut entraîner des contraintes internes s’il n’est pas uniforme.
Conseils: Une pièce automobile épaisse peut nécessiter un refroidissement spécifique pour éviter le gauchissement, tandis que les produits d’emballage à parois minces s’appuient sur un refroidissement rapide afin de réduire les temps de cycle.
Éjection
Une fois la pièce suffisamment refroidie, elle est éjectée du moule. Le système d’éjection doit retirer la pièce sans provoquer de déformation ni laisser de marques.
- Broches d’éjection: Les plus courantes, elles poussent la pièce hors du moule.
- Éjection par air: Utilise de l’air comprimé pour les pièces délicates.
- Plaques ou manchons de décollement: Utiles pour les pièces cylindriques.
- Marques ou rayures d’éjection sur les surfaces visibles.
- Gauchissement si la pièce n’est pas refroidie de manière uniforme.
- Adhérence au moule si les angles de dépouille sont insuffisants.
Conseils: Les boîtiers de dispositifs médicaux nécessitent souvent une éjection par air afin d’éviter les marques visibles sur la surface du produit.

Post-traitement
Après l’éjection, les pièces peuvent nécessiter des opérations secondaires afin d’obtenir l’apparence ou la fonctionnalité finale.
- Ébarbage: Élimination des bavures ou de l’excédent de matière.
- Finition de surface: Sablage, polissage, peinture, placage.
- Assemblage: Ajout d’inserts, de fixations ou de composants secondaires.
- Contrôle qualité: Mesure des tolérances et vérification des défauts.
Défauts courants et comment les éviter: Même avec des équipements de haute précision, des défauts peuvent survenir. En connaître les causes permet de mieux les prévenir.
- Manques de matière: Moule non complètement rempli → Augmenter la pression ou la température d’injection.
- Gauchissement: Refroidissement non uniforme → Optimiser le système de refroidissement ou la conception du moule.
- Retassures: Épaisseur excessive ou pression de maintien insuffisante → Ajuster le temps de maintien.
- Bavures: Pression excessive ou moule endommagé → Réduire la pression d’injection ou réparer le moule.
- Optimiser la conception du moule dès le départ: La majorité des problèmes proviennent d’une mauvaise conception du moule.
- Maintenance régulière: Nettoyer les moules et les machines afin de prévenir les défauts.
- Utiliser des logiciels de simulation: L’analyse d’écoulement du moule permet de prévoir les problèmes de remplissage et de refroidissement.
- Équilibrer coût et qualité: Un moule de meilleure qualité peut parfois permettre des économies à long terme.
Innovations récentes dans le moulage par injection: L’industrie du moulage par injection continue d’évoluer grâce à de nouvelles technologies.
Fabrication intelligente: Machines connectées à l’IoT qui surveillent en temps réel la pression, la température et le temps de cycle.
Matériaux durables: Les bioplastiques et les résines recyclées deviennent de plus en plus courants.
Outillage rapide: L’impression 3D est utilisée pour fabriquer des moules prototypes plus rapidement et à moindre coût.
Automatisation et robotique: Les robots sont de plus en plus utilisés pour l’extraction des pièces, l’assemblage et l’inspection.
Conclusion
Le moulage par injection est un procédé complexe mais extrêmement efficace qui transforme des matières plastiques brutes en millions de produits précis et fiables dans de nombreux secteurs industriels. En comprenant chaque étape — sélection des matériaux, conception du moule, injection, refroidissement, éjection et post-traitement — vous obtenez une vision claire de la manière dont la qualité et l’efficacité sont atteintes.
À mesure que l’industrie progresse grâce aux matériaux durables, à la fabrication intelligente et à des méthodes de prototypage plus rapides, le moulage par injection continuera d’être la pierre angulaire de la fabrication moderne. Que vous soyez concepteur de produits, ingénieur ou fabricant, maîtriser ce procédé est essentiel pour créer des produits performants et rentables.
Latest Post

Pourquoi la fabrication rapide surpasse la fabrication conventionnelle?

Histoire de l’usinage CNC : origines et développement de la commande numérique par ordinateur

Découpe laser de tôle : principes, applications, normes industrielles et intégration avec l’usinage CNC

Pourquoi le traitement de surface est essentiel dans la fabrication métallique