Avec l’innovation continue dans le secteur manufacturier et les progrès constants de la technologie d’usinage CNC, les composants auxquels l’industrie de l’usinage est confrontée deviennent de plus en plus complexes. Cette tendance impose des exigences plus élevées en matière de capacités d’usinage. Dans un contexte de concurrence de marché de plus en plus intense, le contrôle efficace des coûts d’usinage tout en garantissant les performances mécaniques et la fonctionnalité des pièces est devenu un enjeu central commun aux entreprises.
L’optimisation des coûts doit être menée selon plusieurs dimensions : d’une part, une optimisation précise peut être mise en œuvre dès les phases de conception des pièces et de sélection des matériaux, par exemple en simplifiant les structures et en adaptant les propriétés des matériaux afin de réduire les coûts d’usinage de base ; d’autre part, la modernisation des procédés constitue un levier majeur. Par exemple, remplacer la gravure CNC par la gravure laser pour les marquages textuels permet non seulement de satisfaire aux exigences de performance du produit, mais aussi de réduire le temps auxiliaire lié au bridage et au réglage, ce qui contribue à une diminution des coûts globaux. Les stratégies spécifiques suivantes aideront à concevoir des composants présentant un avantage économique accru.
Éviter les caractéristiques qui ne peuvent pas être usinées par CNC
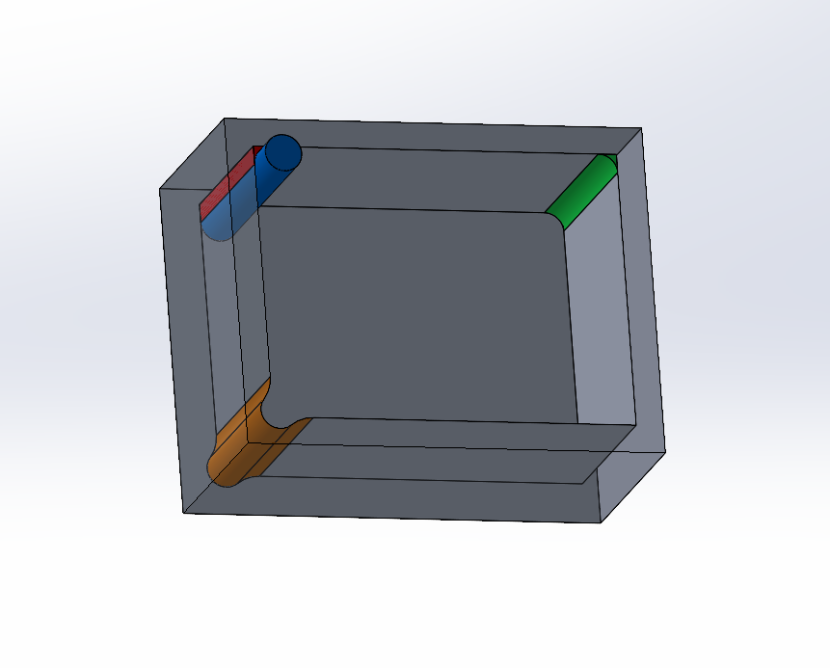
Par exemple, lors de la fabrication d’une boîte de rangement pour cartes de collection en acier inoxydable, avec une structure telle que celle illustrée dans le schéma ci-dessus, nous constatons d’abord que les cartes de collection sont très fines, avec une épaisseur d’environ 0,3 mm. Nous choisissons une fraise en bout de φ2 mm (en bleu) pour l’usinage, mais lorsque l’outil atteint l’angle de la rainure, nous remarquons que certaines zones de matière n’ont pas été enlevées (en rouge). Pour obtenir un angle parfaitement vertical, il serait possible d’utiliser l’usinage par électroérosion (EDM) ou d’assembler les pièces à partir de plusieurs plaques planes à l’aide de vis. Cependant, ces deux procédés peuvent être longs et coûteux.
En général, nous utiliserions une fraise en bout de plus petit diamètre pour dégager l’angle. Pour de l’acier inoxydable 304, même en utilisant une fraise de 0,8 mm, il reste encore environ un congé (angle arrondi) de 0,4 mm qui ne peut pas être enlevé. De plus, la profondeur d’usinage de l’outil est limitée : la longueur de la fraise ne peut généralement pas dépasser cinq fois son diamètre. L’utilisation d’une fraise aussi petite est extrêmement chronophage et entraîne des coûts supplémentaires inutiles.
Si les angles vifs de la rainure ne sont pas strictement nécessaires, il est généralement recommandé soit de laisser la zone évidée (en orange), soit de redessiner les angles avec des congés arrondis (en vert). Ces deux modifications de conception permettent non seulement d’améliorer l’efficacité de production, mais aussi de réduire les coûts d’usinage.
Utilisation raisonnable des tolérances
Dans le processus de conception et d’usinage des pièces, l’utilisation de tolérances raisonnables permet non seulement de garantir la qualité du produit et d’améliorer l’efficacité, mais aussi de maîtriser efficacement les coûts. La tolérance désigne la plage admissible de variation entre les dimensions ou la forme réelles d’une pièce et les spécifications de conception. Les tolérances doivent être définies en fonction des exigences d’utilisation spécifiques de la pièce. Des tolérances trop strictes augmentent non seulement la difficulté d’usinage, mais peuvent également allonger les cycles de production, entraînant ainsi une hausse des coûts.
Pour les pièces de haute précision (telles que les arbres de transmission mécaniques), des tolérances plus serrées doivent être choisies afin de garantir un ajustement correct et de bonnes performances. En revanche, pour les pièces qui n’affectent pas la fonctionnalité (comme les carters ou boîtiers), les tolérances peuvent être assouplies de manière appropriée afin de réduire les coûts d’usinage.
L’utilisation raisonnée des tolérances constitue non seulement la base de l’amélioration de la précision des pièces, mais aussi un moyen efficace de maîtriser les coûts et d’augmenter l’efficacité de la production. Lors de l’usinage des pièces chez Horizon, avant le lancement de la production, nos ingénieurs confirmeront à nouveau avec vous la nécessité de tolérances strictes ou les dimensions auxquelles vous accordez une attention particulière.
Éviter les conceptions à parois minces
Les pièces à parois minces nécessitent davantage de temps d’usinage en raison de leur fragilité. En raison de leur tendance à vibrer ou à se déformer, il devient difficile de maintenir des tolérances précises, et dans les cas les plus graves, elles peuvent même se fissurer ou se rompre. Les vitesses d’usinage réduites, la nécessité de techniques de fabrication spécifiques et un taux de rebut plus élevé rendent les pièces à parois minces plus coûteuses à produire.
À l’inverse, les pièces à parois épaisses offrent une meilleure stabilité pendant l’usinage et sont plus rentables. Afin de maintenir des coûts de fabrication réduits, il est recommandé d’éviter les conceptions à parois minces. L’épaisseur des parois des pièces métalliques devrait être supérieure à 0,8 mm, tandis que pour les pièces en plastique, elle devrait être supérieure à 1,5 mm.
Réduire l’utilisation des caractéristiques à surfaces courbes
Lors de la conception des composants, il convient de respecter le principe de simplicité. Les surfaces courbes complexes doivent être évitées autant que possible. L’obtention d’un meilleur état de surface sur des surfaces courbes nécessite souvent l’utilisation d’outils de petit diamètre, ce qui implique des temps d’usinage plus longs et engendre des coûts supplémentaires inutiles.
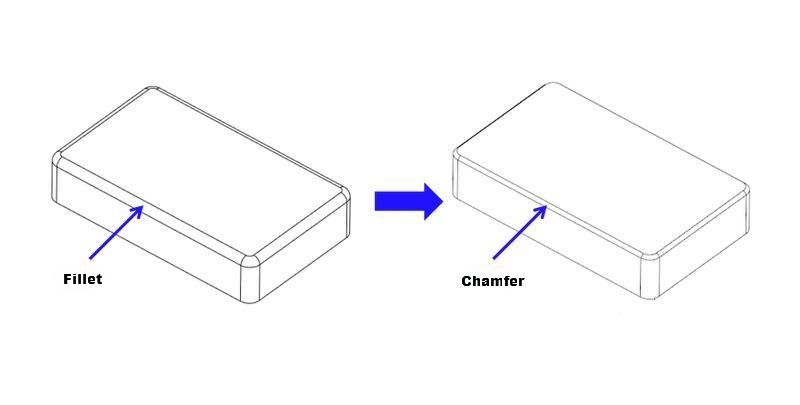
Afin d’optimiser au maximum les coûts et les temps de fabrication, il est recommandé de réduire ou d’éliminer l’utilisation de courbes complexes. Par exemple, lors de l’usinage des arêtes d’un boîtier, il est préférable d’utiliser un chanfrein plutôt qu’un angle arrondi, sauf si ce dernier est absolument nécessaire.
Limiter la profondeur des cavités profondes
L’usinage de cavités profondes peut augmenter considérablement le coût des pièces CNC en raison de la grande quantité de matière à enlever, ce qui est très chronophage. Une cavité profonde peut entraîner un porte-à-faux excessif de l’outil, une flexion de l’outil, des difficultés d’évacuation des copeaux, voire même la casse de l’outil.
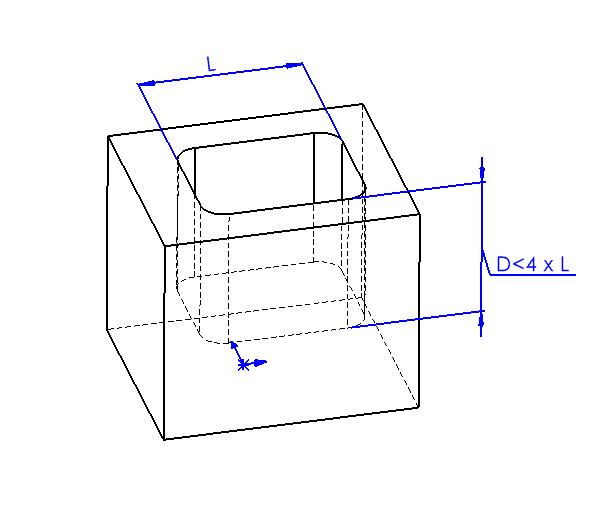
Lorsque la profondeur de fraisage dépasse deux fois le diamètre de l’outil, l’avance doit être réduite, ce qui augmente le temps d’usinage et le coût de la pièce. À chaque doublement supplémentaire de la profondeur de fraisage, l’avance est divisée par deux et le temps d’usinage augmente de plus de 100 %. En règle générale, la profondeur de fraisage ne devrait pas dépasser quatre fois le diamètre de l’outil. Par exemple, une cavité de 15 mm de largeur ne devrait pas avoir une profondeur supérieure à 60 mm.
Si les cavités profondes ne peuvent pas être évitées, une solution consiste à abaisser progressivement la fraise en bout et à enlever la matière couche par couche. Cependant, ce procédé reste très chronophage. De plus, lors de l’usinage de cavités profondes, l’outil doit être incliné jusqu’à la profondeur de coupe appropriée, et une entrée fluide nécessite un espace suffisant pour permettre à l’outil de fonctionner efficacement.
Optimisation des coûts de la conception du marquage des pièces
Afin d’assurer la traçabilité de chaque pièce, du texte est souvent ajouté sur la surface dès la phase de conception. Cependant, concevoir le texte sous forme de relief ou de gravure complique l’usinage CNC, car cela nécessite l’utilisation d’outils de gravure de petit diamètre ou de fraises en bout de très faible diamètre. Cela augmente le temps d’usinage et, par conséquent, les coûts.
Si l’ajout de texte constitue une exigence de conception indispensable, une alternative pour réduire les coûts consiste à utiliser la gravure laser. La gravure laser élimine le besoin de contact physique avec l’outil, ce qui réduit l’usure des outils et les opérations de réglage, tout en permettant un marquage précis et détaillé des textes ou des logos, réduisant ainsi le temps d’usinage et les coûts globaux.
Pour les pièces comportant des logos ou des textes en surface, la sérigraphie peut constituer une solution plus économique. Cette méthode est particulièrement adaptée aux grandes séries et permet d’appliquer efficacement des textes ou des logos sans recourir à un usinage CNC complexe.
En ce qui concerne le choix des polices de caractères, nous utilisons généralement la police Arial, car elle est simple, lisible et parfaitement adaptée aussi bien à la gravure laser qu’à la sérigraphie.
Choisir les matériaux appropriés
Le choix des matériaux appropriés dès la phase de conception des pièces est essentiel et doit être déterminé en fonction des exigences réelles de performance du composant. Par exemple, lors du choix entre l’acier inoxydable 304 et l’acier inoxydable 316, pour des pièces nécessitant une résistance à la corrosion mais ne devant pas supporter des températures élevées, l’acier inoxydable 304 est généralement recommandé en raison de sa bonne résistance à la corrosion et de son coût plus faible. En revanche, pour des pièces devant résister à des environnements acides, alcalins et à haute température, l’acier inoxydable 316 doit être privilégié, car il offre une résistance à la corrosion supérieure ainsi qu’une meilleure stabilité à haute température.
Une sélection appropriée des matériaux permet non seulement d’améliorer les performances des composants, mais aussi de réduire les coûts de maintenance à long terme, contribuant ainsi à la maîtrise des coûts globaux. En effectuant des choix de matériaux fondés sur des critères scientifiques dès la phase de conception, les entreprises peuvent optimiser leur structure de coûts et renforcer la compétitivité de leurs produits sur le marché.
Si vous hésitez sur le choix du matériau, n’hésitez pas à consulter notre liste complète de matériaux afin de vous aider à prendre une décision éclairée. Pour des recommandations plus précises, vous pouvez également téléverser votre modèle CAO sur notre site web, et notre équipe du service client vous contactera rapidement. Parallèlement, nos ingénieurs analyseront chaque partie du modèle afin de déterminer celles qui relèvent de nos capacités d’usinage et celles susceptibles de présenter des risques potentiels. Notre devis présentera clairement les résultats de cette évaluation, vous permettant d’ajuster la conception de votre pièce en fonction des retours et d’obtenir un devis révisé, garantissant ainsi que la solution finale répond pleinement à vos besoins.