
Évitez les parois hautes et minces
Il est relativement simple de concevoir des parois hautes et minces dans un logiciel de CAO, mais leur usinage sur machine CNC devient beaucoup plus complexe. Les outils CNC sont généralement fabriqués à partir de matériaux à très haute dureté. Cependant, malgré cette dureté, ils subissent tout de même de légères flexions sous l’effet des forces de coupe, ce qui influence à son tour la matière usinée (la direction de la déformation de la pièce est opposée à celle de la flexion de l’outil).
Lorsque les parois sont hautes et minces, la pièce usinée présente souvent une épaisseur plus importante à la base qu’au sommet, et la surface peut afficher des ondulations en forme de vagues. Ce phénomène est causé par une coupe inégale due à la déflexion de l’outil. Il affecte non seulement la qualité de la pièce, mais a également un impact significatif sur l’aspect du produit ainsi que sur sa précision dimensionnelle.
Pour les parois hautes et minces, la situation est encore plus critique. Après l’usinage, les parois fines peuvent se déformer, voire se rompre, en particulier lorsque des procédés d’usinage inappropriés sont utilisés. Les pièces à parois minces nécessitent des vitesses de coupe plus faibles, un contrôle de procédé très précis et présentent des taux de rebut plus élevés, ce qui augmente les coûts de fabrication. Par conséquent, le coût de production des pièces à parois minces est généralement plus élevé.
En revanche, les pièces à parois épaisses offrent une meilleure stabilité lors de l’usinage, ce qui réduit efficacement le risque de déformation. Le processus d’usinage est également moins sujet aux erreurs, ce qui entraîne des coûts de production et des taux de rebut plus faibles. Afin de maintenir des coûts de fabrication réduits et d’améliorer la qualité d’usinage, il est recommandé d’éviter, dès la conception, des parois excessivement fines. En règle générale, les pièces métalliques devraient présenter une épaisseur de paroi supérieure à 0,8 mm, tandis que les pièces en plastique devraient avoir une épaisseur de paroi supérieure à 1,5 mm afin de garantir la stabilité et la précision pendant l’usinage.

Évitez les textes trop petits ou en relief
Si le texte est une caractéristique indispensable de la conception, il est recommandé d’utiliser un texte en creux. La gravure laser constitue une solution alternative permettant de réduire les coûts. En ce qui concerne le choix de la police, nous utilisons généralement Arial en raison de sa simplicité et de sa bonne lisibilité.
Évitez les petites rainures potentiellement inutiles
Au cours du processus de fabrication des pièces, nous rencontrons souvent des conceptions de rainures (telles que des angles droits internes à 90° ou de petites rainures) destinées à réduire le poids de la pièce ou à offrir un espace d’assemblage pour d’autres composants. Cependant, par rapport à des outils de grande taille, les angles droits internes à 90° et les petites rainures peuvent sembler relativement importants. L’usinage de ces caractéristiques nécessite généralement l’utilisation de plusieurs tailles d’outils, et plus l’outil est petit, plus la vitesse d’usinage est lente, ce qui augmente le temps de fabrication et, par conséquent, les coûts.
Pour éviter cela, il est essentiel de vérifier en premier lieu si ces petites rainures sont réellement nécessaires. Si elles servent uniquement à réduire le poids de la pièce, il peut être judicieux de revoir la conception afin d’éviter des coûts d’enlèvement de matière inutiles. En augmentant le rayon des angles, il est possible d’utiliser des outils de coupe de plus grand diamètre, ce qui permet de raccourcir le temps d’usinage et de réduire les coûts.
Limitez la profondeur des cavités profondes
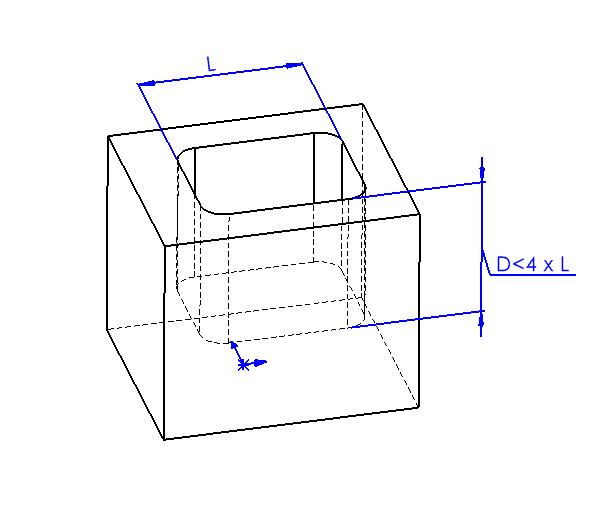
Lorsque la profondeur de fraisage dépasse deux fois le diamètre de l’outil, la vitesse d’avance doit être réduite, ce qui augmente le temps d’usinage et le coût de la pièce. À chaque doublement supplémentaire de la profondeur de fraisage, la vitesse d’avance est divisée par deux et le temps d’usinage augmente de plus de 100 %. En règle générale, la profondeur de fraisage ne devrait pas dépasser quatre fois le diamètre de l’outil. Par exemple, une cavité de 15 mm de large ne devrait pas avoir une profondeur supérieure à 60 mm.
Si les cavités profondes ne peuvent pas être évitées, une solution consiste à abaisser progressivement la fraise en bout et à enlever la matière couche par couche. Toutefois, ce procédé reste très chronophage. De plus, lors de l’usinage de cavités profondes, l’outil doit être incliné jusqu’à la profondeur de coupe appropriée, et une entrée en douceur nécessite un espace suffisant pour permettre à l’outil de travailler efficacement.
Conception des rayons
En usinage CNC, les angles internes des rainures sont généralement arrondis, et le rayon de ces angles est déterminé par le diamètre de l’outil. Lors de la conception des pièces, remplacer les angles internes vifs par des angles arrondis simplifie considérablement le processus d’usinage. Plus le rayon de l’angle est grand, plus le diamètre de l’outil pouvant être utilisé est important, ce qui permet un fraisage plus rapide et, par conséquent, des coûts plus faibles.
Conception des trous
Lors du perçage avec un foret standard, le fond du trou est naturellement conique. Pour les trous borgnes (qui ne traversent pas complètement la pièce), le fond est également conique. Si un fond de trou plat est requis, il est nécessaire d’utiliser une fraise en bout afin d’obtenir une surface inférieure plane.

Conception des filetages
Lors de l’usinage de pièces comportant des éléments filetés, il est également nécessaire de fournir des plans 2D. En effet, les informations de filetage dans les modèles 3D sont souvent incomplètes — elles sont généralement représentées sous forme de géométrie simplifiée ou d’annotations — ce qui rend difficile la transmission précise de paramètres essentiels tels que la spécification du filetage, sa profondeur et son type. En définissant clairement ces détails dans des plans 2D, il est possible d’éviter efficacement les erreurs d’usinage et de garantir la précision de l’assemblage ainsi que la qualité d’usinage des pièces filetées.
Utilisation appropriée des tolérances
Logiciels de CAO pour la conception d’usinage CNC (fraisage)
SOLIDWORKS
Fusion 360
Horizon — Services d’usinage CNC (fraisage)
Latest Post

Pourquoi la fabrication rapide surpasse la fabrication conventionnelle?

Histoire de l’usinage CNC : origines et développement de la commande numérique par ordinateur

Découpe laser de tôle : principes, applications, normes industrielles et intégration avec l’usinage CNC

Pourquoi le traitement de surface est essentiel dans la fabrication métallique