Por qué es importante el moldeo por inyección
La inyección de plástico es uno de los procesos más importantes y ampliamente utilizados en la fabricación moderna. Desde las carcasas de los teléfonos inteligentes que usamos a diario hasta los tableros de los automóviles, innumerables productos se fabrican mediante este proceso altamente eficiente. Según estadísticas de la industria, más del 80 % de las piezas plásticas utilizadas en aplicaciones cotidianas se producen mediante moldeo por inyección.
Selección de materiales
- ABS (Acrilonitrilo Butadieno Estireno): Resistente y con alta resistencia al impacto; ampliamente utilizado en la electrónica de consumo.
- PP (Polipropileno): Ligero y flexible, con excelente resistencia química; muy popular en envases y piezas automotrices.
- PC (Policarbonato): Extremadamente resistente y tolerante al calor; ideal para lentes y equipos de seguridad.
- POM (Acetal): Bajo coeficiente de fricción y alta estabilidad dimensional; adecuado para engranajes y piezas móviles.
- TPU (Poliuretano Termoplástico): Flexible y duradero; se utiliza en sellos, juntas y carcasas protectoras.
- LSR (Silicona Líquida): Flexible, resistente al calor y biocompatible; se emplea con frecuencia en dispositivos médicos.
- Propiedades mecánicas: resistencia a la tracción, resistencia al impacto y flexibilidad.
- Propiedades térmicas: temperatura de deflexión térmica y punto de fusión.
- Resistencia química: idoneidad para entornos que involucren aceites, ácidos o agentes de limpieza.
- Costo y disponibilidad: equilibrio entre el rendimiento y el presupuesto.
- Reciclabilidad y sostenibilidad: cumplimiento de las normativas medioambientales y de las expectativas de los clientes.
Para una jeringa médica, se elige PP (polipropileno) por su resistencia química y bajo costo.
Para una cubierta de pantalla de smartphone, se utiliza PC (policarbonato) por su resistencia y transparencia.
Diseño del molde
- Moldes de cavidad única: Producen una sola pieza por ciclo, adecuados para prototipos o lotes pequeños.
- Moldes multicavidad: Producen múltiples piezas idénticas por ciclo, aumentando la eficiencia en la producción en masa.
- Moldes familiares: Diferentes piezas se moldean juntas en un solo ciclo, útiles para conjuntos o ensamblajes.
- Moldes de inserción y sobremoldeo: Permiten integrar piezas metálicas o materiales secundarios dentro de las piezas de plástico.
- Líneas de partición y ángulos de desmoldeo: Garantizan una expulsión fácil sin dañar las superficies.
- Canales de enfriamiento: Reducen los tiempos de ciclo y minimizan la deformación.
- Diseño de la compuerta (gate): Determina cómo el plástico entra en la cavidad del molde y afecta la calidad de la superficie.
- Respiraderos (ventilaciones): Permiten que el aire atrapado escape, evitando marcas de quemado y vacíos.
Materiales del molde: el acero para herramientas P20, el acero endurecido H13 y el acero inoxidable S136 son opciones comunes, según el volumen de producción y los requisitos de la pieza.
Consejo: Un molde para tablero de instrumentos automotriz suele utilizar un diseño multicavidad con sistemas de enfriamiento complejos para garantizar una contracción uniforme y una alta eficiencia del ciclo.
Inyección
- Plastificación: Los gránulos de plástico se calientan y se funden dentro del cilindro.
- Inyección: El plástico fundido se introduce a presión en la cavidad del molde.
- Compactación / mantenimiento de presión: Se aplica presión adicional para asegurar que la cavidad se llene completamente y para compensar la contracción.
- Presión de inyección: Debe ser lo suficientemente alta para llenar completamente el molde.
- Velocidad de inyección: Controla el acabado superficial; demasiado rápida puede causar rebaba, y demasiado lenta puede provocar llenados incompletos.
- Temperatura del material fundido: Diferentes plásticos requieren rangos específicos de calentamiento.
- Tiempo de mantenimiento (holding time): Afecta la estabilidad dimensional.
Consejo: Para una carcasa de portátil, una velocidad de inyección constante es fundamental para evitar marcas de hundimiento en las superficies visibles.
Enfriamiento
Después de la inyección, el plástico fundido debe enfriarse y solidificarse dentro del molde. El enfriamiento es una de las etapas más largas del ciclo y afecta directamente el tiempo de ciclo y la calidad de la pieza.
- Canales de enfriamiento: Una ubicación adecuada garantiza un enfriamiento uniforme.
- Métodos de enfriamiento: Los canales de agua son los más comunes, mientras que el aceite se utiliza para plásticos de alta temperatura.
- Tiempo de ciclo: Un enfriamiento más rápido aumenta la productividad, pero puede generar tensiones internas si no es uniforme.
Consejo: Una pieza automotriz gruesa puede requerir un enfriamiento especializado para evitar deformaciones, mientras que los productos de embalaje de paredes delgadas dependen de un enfriamiento rápido para lograr ciclos más cortos.
Expulsión
Una vez que la pieza se ha enfriado lo suficiente, se expulsa del molde. El sistema de expulsión debe retirar la pieza sin causar deformaciones ni dejar marcas.
- Pasadores expulsores: Los más comunes, empujan la pieza fuera del molde.
- Expulsión por aire: Utiliza aire comprimido para piezas delicadas.
- Placas o casquillos extractores: Útiles para piezas cilíndricas.
- Marcas de expulsión o rayaduras en superficies visibles.
- Deformación si la pieza no se enfría de manera uniforme.
- Adherencia al molde si los ángulos de desmoldeo son insuficientes.
Consejo: Las carcasas de dispositivos médicos a menudo requieren expulsión por aire para evitar marcas visibles en la superficie del producto.

Posprocesamiento
Después de la expulsión, las piezas pueden requerir operaciones secundarias para lograr la apariencia o funcionalidad final.
- Recorte: Eliminación de rebabas o material sobrante.
- Acabado superficial: Chorro de arena, pulido, pintura, recubrimiento (galvanizado).
- Ensamblaje: Adición de insertos, sujetadores o componentes secundarios.
- Inspección de calidad: Medición de tolerancias y verificación de defectos.
Defectos comunes y cómo evitarlos: Incluso con equipos de alta precisión, pueden producirse defectos. Conocer sus causas ayuda a prevenirlos.
- Disparos cortos: El molde no se llena completamente → Aumentar la presión o la temperatura de inyección.
- Deformación: Enfriamiento desigual → Optimizar el sistema de enfriamiento o el diseño del molde.
- Marcas de hundimiento: Espesor excesivo o baja presión de compactación → Ajustar el tiempo de mantenimiento de presión.
- Rebaba: Presión excesiva o daño en el molde → Reducir la presión de inyección o reparar el molde.
- Optimizar el diseño del molde desde el inicio: La mayoría de los problemas provienen de un mal diseño del molde.
- Mantenimiento regular: Limpiar los moldes y las máquinas para prevenir defectos.
- Uso de software de simulación: El análisis de flujo del molde ayuda a predecir problemas de llenado y enfriamiento.
- Equilibrar costo y calidad: En algunos casos, un molde de mayor calidad ahorra dinero a largo plazo.
Innovaciones recientes en el moldeo por inyección: La industria del moldeo por inyección continúa evolucionando con nuevas tecnologías.
Fabricación inteligente: Máquinas habilitadas con IoT que monitorean la presión, la temperatura y el tiempo de ciclo en tiempo real.
Materiales sostenibles: Los bioplásticos y las resinas recicladas son cada vez más comunes.
Herramental rápido: La impresión 3D se utiliza para crear moldes prototipo de forma más rápida y económica.
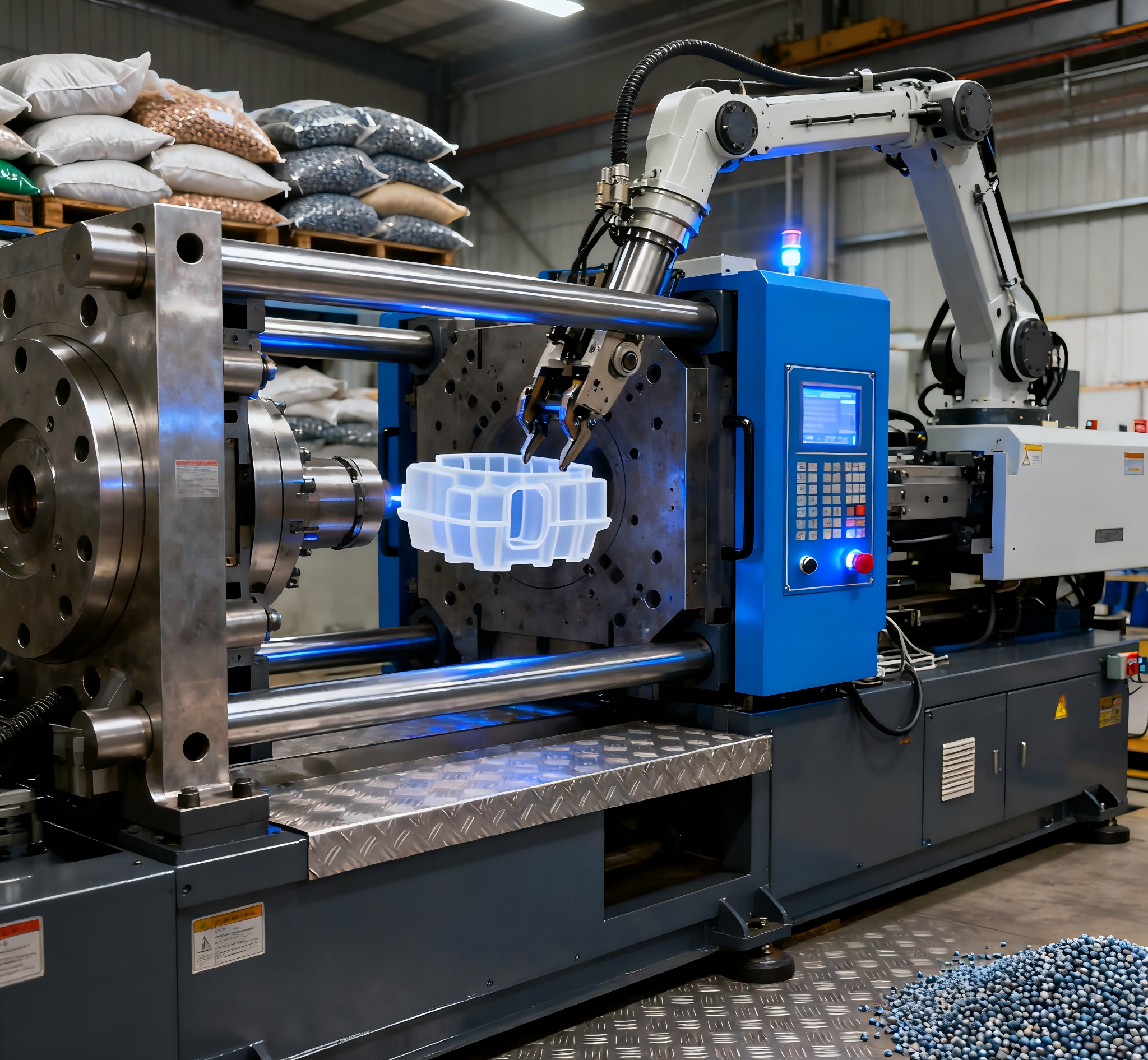
Automatización y robótica: Los robots se utilizan cada vez más para la extracción de piezas, el ensamblaje y la inspección.
Conclusión
El moldeo por inyección es un proceso complejo pero altamente eficiente que transforma el plástico en bruto en millones de productos precisos y confiables en diversas industrias. Al comprender cada etapa —selección de materiales, diseño del molde, inyección, enfriamiento, expulsión y posprocesamiento— se obtienen valiosos conocimientos sobre cómo se logran la calidad y la eficiencia.
A medida que la industria avanza con materiales sostenibles, fabricación inteligente y métodos de prototipado más rápidos, el moldeo por inyección seguirá siendo la columna vertebral de la fabricación moderna. Ya seas diseñador de productos, ingeniero o fabricante, dominar este proceso es esencial para crear productos rentables y de alto rendimiento.
Latest Post

¿Por qué la fabricación rápida supera a la fabricación convencional?

Historia del mecanizado CNC: los orígenes y desarrollo del control numérico por computadora

Corte láser de chapa metálica: principios, aplicaciones, normas industriales e integración con el mecanizado CNC

Por qué el tratamiento de superficies es esencial en la fabricación de metales