Con el continuo avance de la innovación en la fabricación y los avances en la tecnología de mecanizado CNC, los componentes a los que se enfrenta la industria del mecanizado se vuelven cada vez más complejos. Esta tendencia plantea mayores exigencias a las capacidades de mecanizado. En un contexto de competencia de mercado cada vez más intensa, controlar eficazmente los costos de mecanizado sin comprometer el rendimiento mecánico y la funcionalidad de las piezas se ha convertido en un tema central de interés común para las empresas.
La optimización de costos debe impulsarse desde múltiples dimensiones: por un lado, puede implementarse una optimización precisa en las etapas de diseño de la pieza y selección de materiales, como simplificar las estructuras y ajustar las propiedades del material para reducir los costos básicos de mecanizado; por otro lado, la actualización de los procesos constituye un punto clave de mejora. Por ejemplo, sustituir el grabado CNC por grabado láser para textos no solo cumple con los requisitos de rendimiento del producto, sino que también reduce el tiempo auxiliar de sujeción y puesta a punto, logrando así una disminución del costo total. Las siguientes estrategias específicas ayudarán a diseñar componentes con una mayor ventaja en términos de rentabilidad.
Evitar características que no pueden mecanizarse mediante CNC
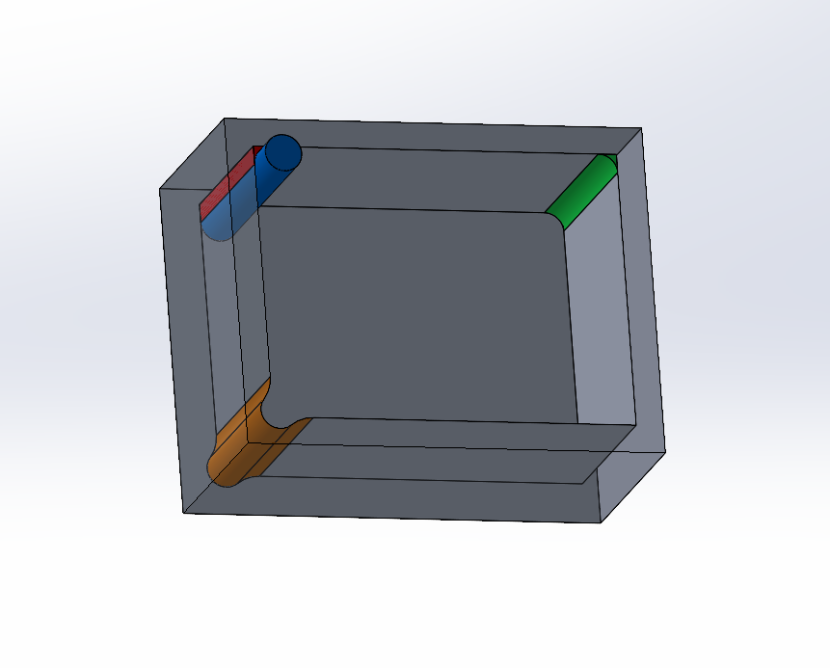
Por ejemplo, al fabricar una caja de almacenamiento para cartas coleccionables utilizando acero inoxidable, con una estructura como la que se muestra en el diagrama anterior, primero observamos que las cartas coleccionables son bastante delgadas, con un espesor aproximado de 0,3 mm. Elegimos una fresa de extremo de φ2 mm (azul) para el mecanizado, pero cuando la herramienta llega a la esquina de la ranura, notamos que parte del material no se ha eliminado (rojo). Para lograr una esquina perfectamente vertical, podríamos utilizar mecanizado por descarga eléctrica (EDM) o ensamblar las piezas mediante varias placas planas y tornillos. Sin embargo, ambos procesos pueden resultar lentos y costosos.
Normalmente, se utilizaría una fresa de extremo del diámetro más pequeño posible para limpiar la esquina. En el caso del acero inoxidable 304, incluso usando una fresa de 0,8 mm, todavía queda un filete (esquina redondeada) de aproximadamente 0,4 mm que no se elimina. Además, la profundidad de mecanizado de la herramienta es limitada; la longitud de la fresa suele ser como máximo cinco veces el diámetro de la herramienta. El uso de una fresa tan pequeña resulta extremadamente lento y añade costos innecesarios.
Si las esquinas afiladas de la ranura no son estrictamente necesarias, normalmente se recomienda dejar esa zona vacía (naranja) o rediseñar las esquinas como redondeadas (verde). Estas dos modificaciones de diseño no solo mejoran la eficiencia de producción, sino que también reducen los costos de mecanizado.
Uso razonable de las tolerancias
En el proceso de diseño y mecanizado de piezas, el uso de tolerancias razonables no solo garantiza la calidad del producto y mejora la eficiencia, sino que también controla eficazmente los costos. La tolerancia se refiere al rango permitido de variación entre el tamaño o la forma reales de una pieza y las especificaciones de diseño. Las tolerancias deben establecerse de acuerdo con los requisitos específicos de uso de la pieza. Unas tolerancias demasiado estrictas no solo incrementan la dificultad del mecanizado, sino que también pueden provocar ciclos de producción más largos, aumentando así los costos.
Para piezas de alta precisión (como ejes de transmisión mecánica), deben seleccionarse tolerancias más pequeñas para garantizar un ajuste y un rendimiento adecuados. En el caso de piezas que no afectan a la funcionalidad (como carcasas), las tolerancias pueden relajarse adecuadamente para reducir los costos de mecanizado.
El uso razonable de las tolerancias no solo es la base para mejorar la precisión de las piezas, sino también un método para controlar los costos y aumentar la eficiencia de producción. En el mecanizado de piezas en Horizon, antes de la producción, nuestros ingenieros confirmarán nuevamente con usted la necesidad de tolerancias estrictas o las dimensiones que le resulten especialmente críticas.
Evitar el diseño de paredes delgadas
Las piezas de pared delgada requieren más tiempo de procesamiento porque son frágiles. Debido a su tendencia a vibrar o deformarse, resulta difícil mantener tolerancias precisas y, en casos graves, incluso pueden llegar a fracturarse. El mecanizado lento, la necesidad de técnicas de procesamiento especiales y una mayor tasa de desperdicio hacen que las piezas de pared delgada sean más costosas de fabricar.
Por otro lado, las piezas de pared gruesa ofrecen mayor estabilidad durante el mecanizado y resultan más rentables. Para mantener bajos los costos de procesamiento, se recomienda evitar diseños de paredes delgadas. El espesor de pared de las piezas metálicas debe ser superior a 0,8 mm, mientras que para las piezas plásticas debe ser superior a 1,5 mm.
Reducir el uso de características de superficies curvas
Al diseñar componentes, debe seguirse el principio de simplicidad. Siempre que sea posible, deben evitarse las superficies curvas complejas. Lograr un mejor acabado superficial en superficies curvas suele requerir el uso de herramientas de pequeño diámetro, lo que a su vez exige más tiempo de mecanizado y aumenta costos innecesarios.
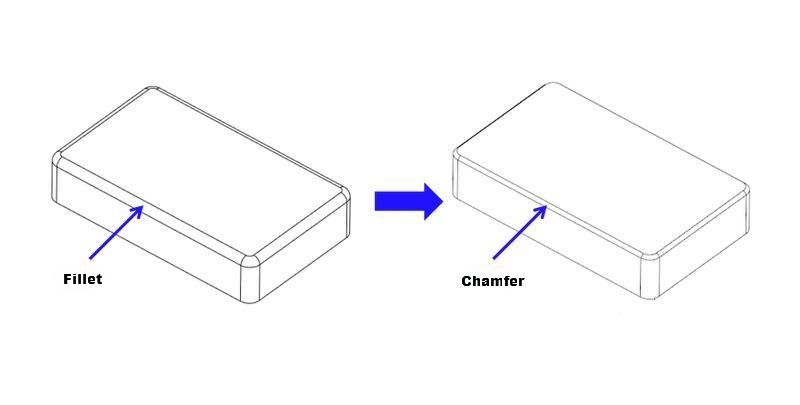
Para optimizar al máximo los costos y el tiempo de procesamiento, se recomienda reducir o eliminar el uso de curvas complejas. Por ejemplo, al mecanizar los bordes de una carcasa, debe utilizarse un chaflán en lugar de un redondeo, a menos que el redondeo sea absolutamente necesario.
Limitar la profundidad de cavidades profundas
El mecanizado de cavidades profundas puede aumentar significativamente el costo de las piezas CNC debido a la gran cantidad de material que debe eliminarse, lo cual requiere mucho tiempo. Las cavidades profundas pueden provocar un exceso de voladizo de la herramienta, deflexión de la herramienta, dificultad en la evacuación de virutas e incluso la rotura de la herramienta.
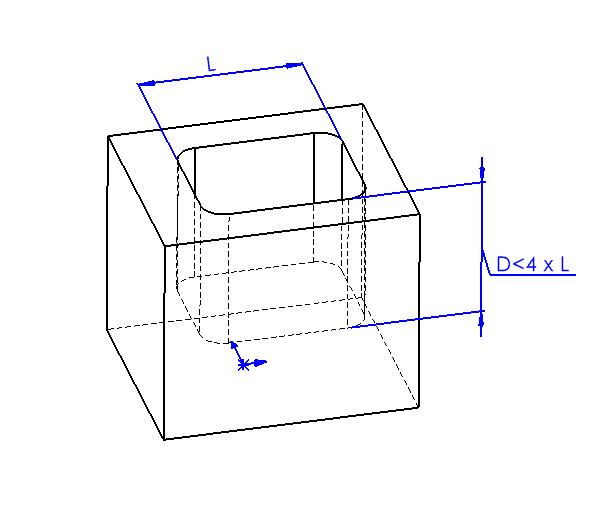
Cuando la profundidad de fresado supera el doble del diámetro de la herramienta, es necesario reducir el avance, lo que incrementa el tiempo de mecanizado y el costo de la pieza. Por cada duplicación adicional de la profundidad de fresado, el avance se reduce a la mitad y el tiempo de mecanizado aumenta en más de un 100 %. En general, la profundidad de fresado no debe superar cuatro veces el diámetro de la herramienta. Por ejemplo, una cavidad de 15 mm de ancho no debería tener una profundidad mayor a 60 mm.
Si no se pueden evitar las cavidades profundas, una solución es bajar la fresa de extremo de forma gradual, eliminando el material capa por capa. Sin embargo, este proceso también requiere mucho tiempo. Además, al mecanizar cavidades profundas, la herramienta debe inclinarse hasta la profundidad de corte adecuada, y para lograr una entrada suave es necesario disponer de suficiente espacio para que la herramienta pueda trabajar eficazmente.
Optimización de costos en el diseño del marcado de piezas
Para garantizar la trazabilidad de cada pieza, a menudo se añade texto en la superficie durante la fase de diseño. Sin embargo, diseñar el texto como letras en relieve o grabadas puede complicar el mecanizado CNC, ya que requiere el uso de herramientas de grabado pequeñas o fresas de extremo del menor diámetro posible. Esto aumenta el tiempo de mecanizado y, en consecuencia, eleva los costos.
Si la inclusión de texto es un requisito indispensable del diseño, una alternativa para reducir costos es utilizar el grabado láser. El grabado láser elimina la necesidad de contacto físico con herramientas, minimiza el desgaste y los ajustes de las herramientas, y permite obtener textos o logotipos precisos y detallados, reduciendo así el tiempo de mecanizado y los costos totales.
Para piezas con logotipos o textos en la superficie, la serigrafía puede ser una solución más rentable. Este método es ideal para grandes volúmenes de piezas y ofrece una forma eficiente de aplicar textos o logotipos sin necesidad de un mecanizado CNC complejo. En cuanto a la selección de fuentes, normalmente utilizamos la fuente Arial, ya que es limpia, legible y adecuada tanto para el grabado láser como para la serigrafía.
Elegir los materiales adecuados
Elegir los materiales adecuados durante la fase de diseño de la pieza es fundamental y debe determinarse en función de los requisitos reales de rendimiento del componente. Por ejemplo, al elegir entre acero inoxidable 304 y acero inoxidable 316, para piezas que necesitan resistencia a la corrosión pero no requieren un alto rendimiento a altas temperaturas, generalmente se recomienda el acero inoxidable 304 debido a su buena resistencia a la corrosión y su menor costo. Por otro lado, para piezas que deben soportar la exposición a ácidos, álcalis y entornos de alta temperatura, debe seleccionarse el acero inoxidable 316, ya que ofrece una resistencia superior a la corrosión y una mayor estabilidad a altas temperaturas.
Una selección adecuada de materiales no solo mejora el rendimiento de los componentes, sino que también reduce los costos de mantenimiento a largo plazo, contribuyendo así al control de los costos totales. Al tomar decisiones de selección de materiales basadas en criterios científicos durante la fase de diseño, las empresas pueden optimizar su estructura de costos y mejorar la competitividad de sus productos en el mercado.
Si no está seguro de qué material elegir, no dude en consultar nuestra lista completa de materiales para ayudarle a tomar una decisión informada. Para obtener recomendaciones más precisas, también puede cargar su modelo CAD en nuestro sitio web y nuestro equipo de atención al cliente se pondrá en contacto con usted de manera oportuna. Mientras tanto, nuestros ingenieros evaluarán cada parte del modelo para determinar cuáles se encuentran dentro de nuestras capacidades de mecanizado y cuáles pueden presentar riesgos potenciales. Nuestra cotización detallará claramente los resultados de la evaluación, lo que le permitirá ajustar el diseño de su pieza según los comentarios recibidos y obtener una cotización revisada, asegurando que la solución final satisfaga sus necesidades.