
Evite paredes altas y delgadas
Es relativamente sencillo diseñar paredes altas y delgadas en el software CAD, pero su mecanizado mediante CNC resulta bastante desafiante. Las herramientas CNC suelen estar fabricadas con materiales de alta dureza; sin embargo, a pesar de ello, experimentan una ligera flexión bajo las fuerzas de corte, lo que a su vez afecta al material que se está mecanizando (la dirección de la flexión del material es opuesta a la de la herramienta).
Cuando las paredes son altas y delgadas, la pieza mecanizada suele presentar una pared inferior más gruesa que la superior, y la superficie puede mostrar patrones ondulados. Esto se debe a un corte desigual provocado por la deflexión de la herramienta. Este fenómeno no solo afecta la calidad de la pieza, sino que también repercute significativamente en la apariencia del producto y en su precisión dimensional.
En el caso de paredes altas y delgadas, la situación es aún más grave. Tras el mecanizado, las paredes delgadas pueden deformarse o incluso romperse, especialmente si se utilizan procesos de mecanizado inadecuados. Las piezas de pared delgada requieren velocidades de corte más bajas, un control del proceso más preciso y presentan mayores tasas de rechazo, lo que incrementa los costos de fabricación. Como resultado, el costo de producción de las piezas de pared delgada suele ser más elevado.
En contraste, las piezas con paredes gruesas presentan una mayor estabilidad durante el mecanizado, lo que reduce eficazmente el riesgo de deformación. El proceso de mecanizado también es menos propenso a errores, lo que se traduce en menores costos de producción y tasas de rechazo más bajas. Para mantener bajos los costos de procesamiento y mejorar la calidad del mecanizado, se recomienda evitar características de pared excesivamente delgadas en el diseño. Por lo general, las piezas metálicas deben tener un espesor de pared superior a 0,8 mm, mientras que las piezas plásticas deben tener un espesor de pared superior a 1,5 mm, a fin de garantizar la estabilidad y la precisión durante el mecanizado.

Evite textos pequeños o en relieve
Si el texto es una característica necesaria del diseño, se recomienda utilizar texto en bajo relieve. El grabado láser es una solución alternativa para reducir costos. En cuanto a la selección de la tipografía, normalmente se utiliza Arial debido a su simplicidad y buena legibilidad.
Evite ranuras pequeñas potencialmente innecesarias
Durante el proceso de fabricación de piezas, a menudo encontramos diseños con ranuras (como ángulos rectos internos de 90° o ranuras pequeñas) que están pensados para reducir el peso de la pieza o proporcionar espacio de ensamblaje para otros componentes. Sin embargo, en piezas de mayor tamaño, estos ángulos rectos internos de 90° y las ranuras pequeñas pueden resultar relativamente grandes en proporción. El mecanizado de estas características suele requerir el uso de herramientas de distintos tamaños, y cuanto más pequeña es la herramienta, más lenta es la velocidad de mecanizado, lo que implica más tiempo de proceso y, en consecuencia, mayores costos.
Para evitar esto, es fundamental confirmar primero si estas pequeñas ranuras son realmente necesarias. Si solo están destinadas a reducir el peso de la pieza, puede valer la pena reconsiderar el diseño para evitar costos innecesarios por eliminación de material. Al aumentar el radio de las esquinas, se pueden utilizar herramientas de corte de mayor tamaño, lo que acorta el tiempo de mecanizado y reduce los costos.
Limite la profundidad de cavidades profundas
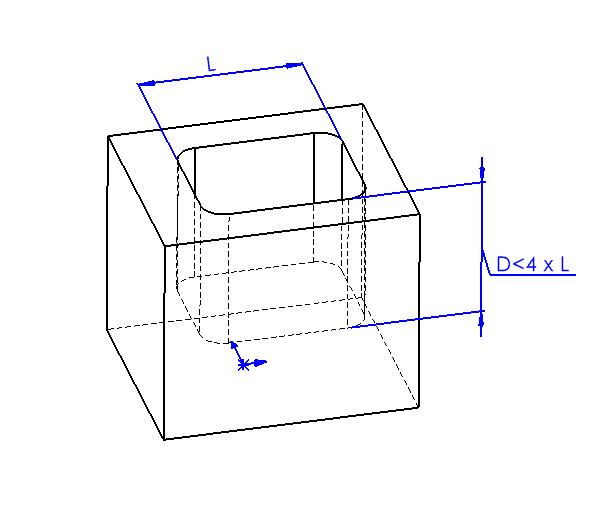
Cuando la profundidad de fresado supera el doble del diámetro de la herramienta, es necesario reducir el avance, lo que incrementa el tiempo de mecanizado y el costo de la pieza. Por cada duplicación adicional de la profundidad de fresado, el avance se reduce a la mitad y el tiempo de mecanizado aumenta en más de un 100 %. En general, la profundidad de fresado no debe exceder cuatro veces el diámetro de la herramienta. Por ejemplo, una cavidad de 15 mm de ancho no debería tener una profundidad superior a 60 mm.
Si no se pueden evitar las cavidades profundas, una solución es bajar gradualmente la fresa de extremo, retirando el material capa por capa. Sin embargo, este proceso también consume mucho tiempo. Además, al mecanizar cavidades profundas, la herramienta debe inclinarse hasta la profundidad de corte correcta, y una entrada suave requiere suficiente espacio para que la herramienta pueda trabajar de manera eficaz.
Diseño de radios
En el mecanizado CNC, las esquinas internas de las ranuras suelen ser redondeadas, y el radio de la esquina está determinado por el diámetro de la herramienta. Al diseñar piezas, sustituir las esquinas internas afiladas por esquinas redondeadas simplifica considerablemente el proceso de mecanizado. Cuanto mayor sea el radio de la esquina, mayor podrá ser el diámetro de la herramienta utilizada, lo que permite un fresado más rápido y, en consecuencia, menores costos.
Diseño de orificios
Al taladrar orificios con una broca estándar, el fondo del orificio será naturalmente cónico. En el caso de orificios ciegos (orificios que no atraviesan completamente la pieza), el fondo también será cónico. Si se requiere un orificio con fondo plano, es necesario utilizar una fresa para garantizar que la superficie inferior sea plana.

Diseño de roscas
Al mecanizar piezas con características roscadas, también es necesario proporcionar planos en 2D. Esto se debe a que la información de roscas en los modelos 3D suele ser incompleta y, por lo general, solo se representa como geometría simplificada o anotaciones, lo que dificulta transmitir con precisión parámetros críticos como la especificación de la rosca, la profundidad y el tipo. Al definir claramente estos detalles en los planos 2D, se pueden evitar eficazmente errores de mecanizado, garantizando la precisión del ensamblaje y la calidad del mecanizado de las piezas roscadas.
Uso adecuado de tolerancias
Software CAD para diseño de mecanizado CNC
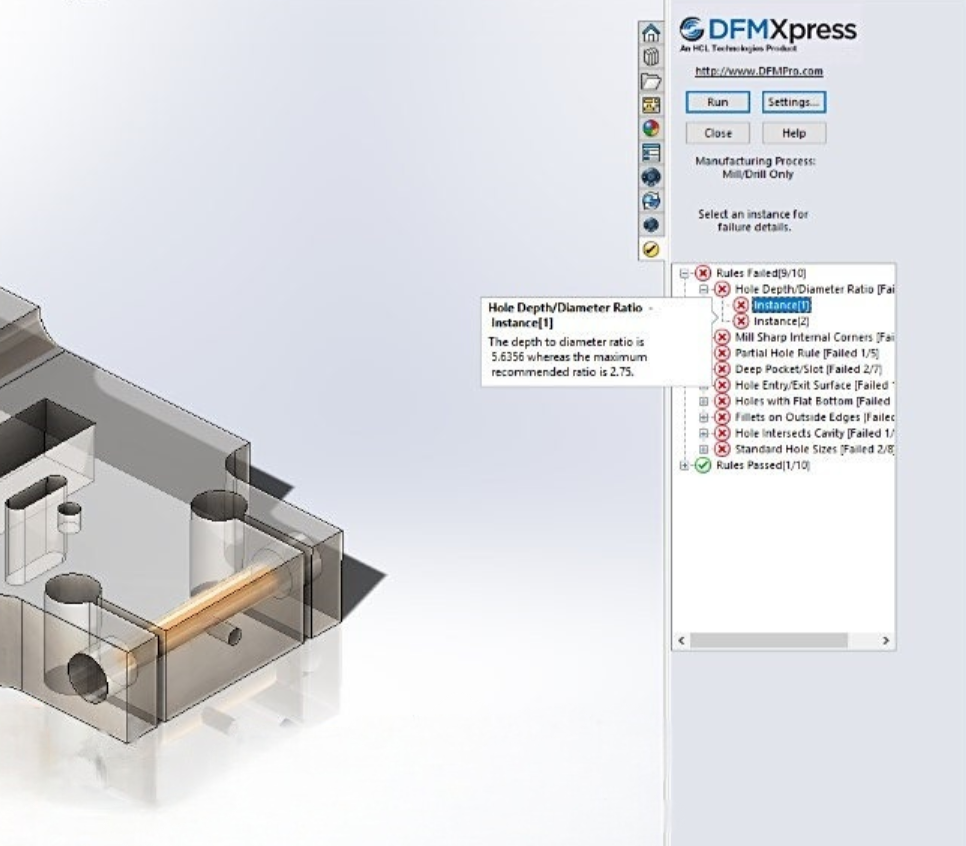
SOLIDWORKS
Esta herramienta también puede detectar características no mecanizables (por ejemplo, áreas a las que la herramienta no puede acceder) y resaltar automáticamente las zonas que requieren la atención del usuario, reduciendo los riesgos potenciales durante la fase de diseño.
Fusion 360
Desarrollado por Autodesk, Fusion 360 es muy apreciado por ingenieros y mecanizadores debido a su optimización para el mecanizado CNC. Al igual que otros programas CAD especializados, admite tanto restricciones generales como personalizadas para garantizar que no aparezcan características no mecanizables en el diseño.
Además, Fusion 360 integra funciones CAM, lo que permite generar directamente trayectorias de herramienta para máquinas de fresado CNC. Si el diseño contiene características no mecanizables, el software no podrá generar las trayectorias de herramienta correspondientes, alertando así a los usuarios sobre problemas en la etapa de diseño.
Servicios de fresado CNC de Horizon
Latest Post

¿Por qué la fabricación rápida supera a la fabricación convencional?

Historia del mecanizado CNC: los orígenes y desarrollo del control numérico por computadora

Corte láser de chapa metálica: principios, aplicaciones, normas industriales e integración con el mecanizado CNC

Por qué el tratamiento de superficies es esencial en la fabricación de metales